Cascade separators

Cascade separators are used mainly in the production of plastic granulate (Fig. 1). Depending on the product, properties, temperature and use, the cascaded grids are supplied as narrow and wide cascades, in rubber, viton or chromium steel grades. The exact model of cascade separator and determination of the optimal parameters is based on elaborate test series. In past years, other applications have been added. For example aluminium granulate production by means of disc granulators, cable waste, separation of very fine wires (stranded wire) from pyrolysis coke by means of a special separation profile.
In the production of plastic granulate, depending on the cutting method used, reject particles such as overlengths, first cuts, multigranulates and fines are produced. These impair the granulate quality and have to be removed with maximized accuracy from the good granulate. If the quality requirements are high, such a separation cannot be performed acceptably on a conventional screen fitted with a perforated plate. The purity achievable with screen systems is approx. 80-90 %. For these applications, a ULA cascade separator developed and patented by Merz Aufbereitungstechnik has been used for many years. Unlike with conventional screens, granulate purities up to 99.8 % can be achieved depending on the product and process.
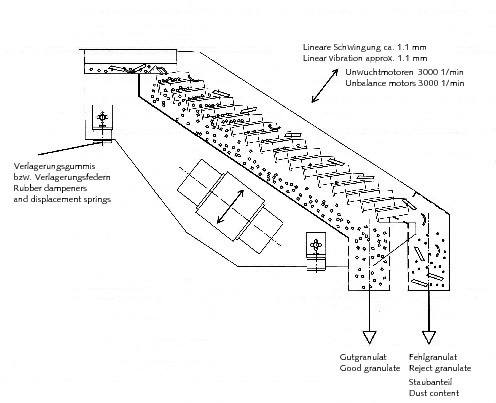
Core component of the cascade separator are stepped cascades, each of which consists of individual tracks. With a vibration system, the mixed good granulate and reject material is moved into the track and the overlengths are oriented for separation from the good granulate. Thanks to the possible adjustments of the cascade separator, e.g. inclination of the grids, amplitude, and speeds as well as the direction of vibration and adjustment with different cascade sizes and materials, for every product, the optimal separation efficiency, relative to the specific behaviour of the product, can be determined empirically. As a result, approximately 100 % separation of the reject particles can be achieved.
ULA cascade separators can be supplied in different sizes and models. The main feature is specification of the throughput rate. This determines the number of cascade grids and therefore the outer dimensions of the systems. For throughput rates of 200-350 kg/h (per grid) to 1000 kg/h (3 grids), pneumatically clamped “1-deck” versions are used. For throughput rates from 1300 to approx. 4000 kg/h, hydraulically clamped 2- to 4-deck versions. The main advantage compared to conventional screens is the fast, uncomplicated cleaning, checking and adaption of the systems. This is important, for example, in batch operation, combined with colour changes or frequent product changes. Additional equipment enables adaption to the production conditions and process engineering.
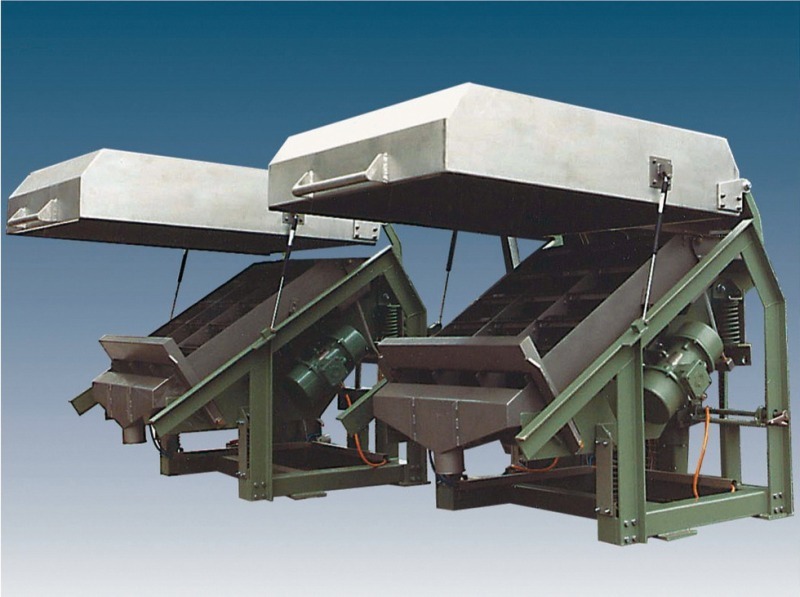
Depending on the product feed, an additional retaining weir is used for the distribution in the feed area. For multideck systems, a co-vibrating distributor system is integrated in the machine. This ensures uniform distribution onto the individual decks. Cascade separators are driven by means of vibrating motors with high speeds. The noise caused can be reduced by a splash hood (Fig. 2). For large separators, an additional sound protection cladding enables a substantial reduction to 69 to 75 dB(A). A high dust content, caused by blunt cutting blades, often lead to overloading on the first cascades and makes the required separation difficult. With an additional pre-separator in the feed zone by means of a perforated plate cassette, this can be prevented. For cleaning, the cassette can be removed by means of quick release fasteners (Fig. 3).
Cascade separators are driven by vibration motors. The design of the motors depends on the size of the machine. Cascade separators are equipped as standard with manual angular adjustment. In the case of frequent product changes and therefore adjustment of the separating efficiency, this can be adjusted by a motor with digital display. The unbalance motors and drives of the motor angle setting can be supplied including the operating controls (switch cabinet) in an ex-version. Depending on the customer requirements, the control cabinet can be installed inside or outside (for remote control) of the room where the separator is set up. All drives can be supplied with Atex certification.
Merz Aufbereitungstechnik GmbH, Lauchringen (D),
Tel.: +49 7741 6826-0, www.merz-aufbereitungstechnik.de





