Best Belt Technology

The mechanical demands on steel cord bucket elevator belts are fundamentally different to those of belt conveyors. High tensile and pull-out strength on cords with small diameters are equally decisive as a straight running and a high temperature resistance in case hot bulk materials have to be conveyed. In more than 30 years, AUMUND continuously refined the belt bucket elevator technology and offers nowadays the strongest and most capable solutions worldwide for the vertical transport of bulk material (Fig. 1). The standards forged by AUMUND have been proven in practice a thousand times over.
More than 170 m lift height, a conveying capacity of 650 tons of raw meal per hour, operational 24 hours, 7 days a week – that’s 15 600 tons daily capacity. Those are the performance data of a bucket elevator located at India’s largest and most modern cement plant in Himachal Pradesch belonging to the Ambuja Cement Group. As a result of a conversion by AUMUND, the previously existing bucket elevator was substituted by a high-performance AUMUND Belt Bucket Elevator in 2013.
What is the specific challenge?
The belt of a bucket elevator needs to provide a high tensile strength, a low net weight and low elongation, while simultaneously running in good alignment is demanded. This is achieved by a specialized production process and most of all by a high transverse rigidity. The bucket elevator belt has to be optimally designed for its attachments like buckets, rubber seals and endless splices in order to function as a reliable complete system in daily operation, even after many years. All this is ensured by the special carcass construction of the AUMUND Bucket Elevator Belts in combination with the AUMUND bucket fastening system.
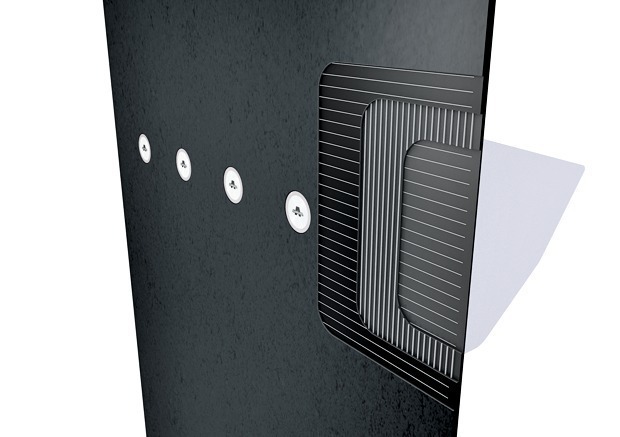
Closely spaced high-tensile steel cords act as continuous tensile members. They allow belt strengths up to 4200 N/mm for lift heights of more than 200 m. On the front side as well as on the back side of the tensile members steel cord transverse reinforcements strengthen the belt (Fig. 2). In contrast to textile inlays, the advantage of reinforcement by transverse steel cords in comparison to textile fabric as reinforcement is the higher adhesion of the rubber. This higher adhesion ensures a permanent connection of the individual belt layers, even under the influence of temperature.
Simultaneously, the steel cord transverse reinforcement provides high pull-out strength and reliable fixing for the bucket fastening, so that plate screws can be used exclusively for fitting the buckets. These plate screws exclusively developed by AUMUND differ significantly from conventional DIN plate screws and have been designed for a longer belt service life and higher carrying capacity. Therefore, further attachments to increase the clamping force at the bucket fastening are not necessary. As a result, the belt runs smoothly and without high abrasion on the drive pulley. Only small dead loads have to be transported.
Taking advantage of the cross wire structure of this belt design, AUMUND is able to punch holes directly and affix the bucket, with the advantages mentioned above. While this also cuts some longitudinal cables, these, plus a safety are of course not accounted for in the strength rating of the supplied belt, creating the most simple and practical mounting arrangement. AUMUND also uses the advantages of this high-strength belt construction for the most recent development of a coarse grain belt bucket elevator, which makes it possible to transport material of grain sizes up to 80 mm with a belt bucket elevator for the first time.
AUMUND Bucket Elevator cord belts for hot bulk materials
“Rubber contracts, steel does not!” As is well-known, rubber ages depending on operation temperature and dwell time i.e. rubber hardens and loses volume. AUMUND Bucket Elevator Belts have been designed for the transport of hot bulk materials. The continuous steel cords fitted in transversal and lateral direction act like a supporting frame which provides a decisive advantage here as well: the belt loses hardly any volume so that an adequate clamping force can always be ensured in the area of the bucket fastening and the trouble free endless splice.
Newly developed rubber compounds based on ethylene propylene diene monomer (EPDM) allow operational ranges up to a material temperature of 150 °C for AUMUND Bucket Elevator Belts. Even peak temperatures up to 170 °C may be reached. Load tests under industrial daily routines proved that EPDM-belts are much more resistant to aging than belts made of styrene-butadiene rubber (SBR).
//www.aumund.com" target="_blank" >www.aumund.com:www.aumund.com





