thyssenkrupp goovi® – a revolution in screening technology


 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
 © thyssenkrupp Industrial Solutions
© thyssenkrupp Industrial Solutions
goovi®, thyssenkrupp’s innovative multiple vibrating screen, generates good vibrations! It is revolutionizing screening technology thanks to an innovative, patented drive system and a host of intelligent detail solutions, maximizing screening efficiency and flexibility along with substantially reduced weights, heights and drive ratings.
1 Review of common screen types
Screening plays a key role in mineral processing in the quarrying industry, ore and coal preparation as well as in the recycling sector. This applies especially in comminution, where only screening enables qualified, accurately sized material to be obtained from crushed material, ready for further processing or sale in this state.
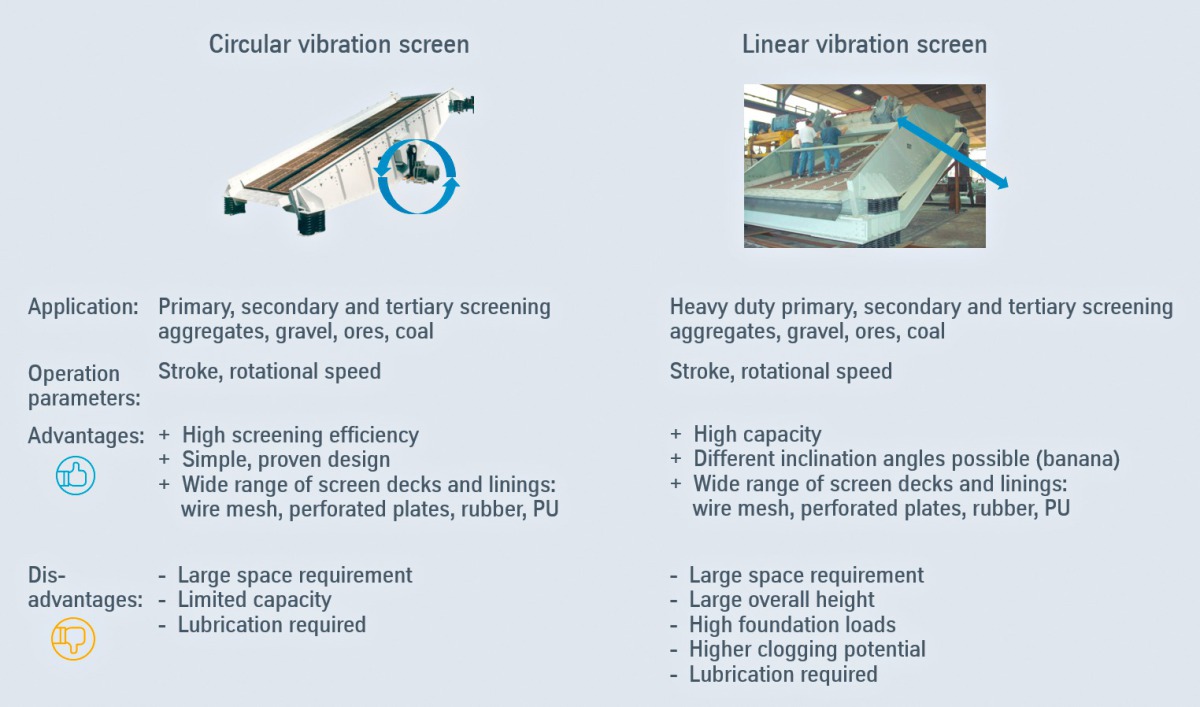
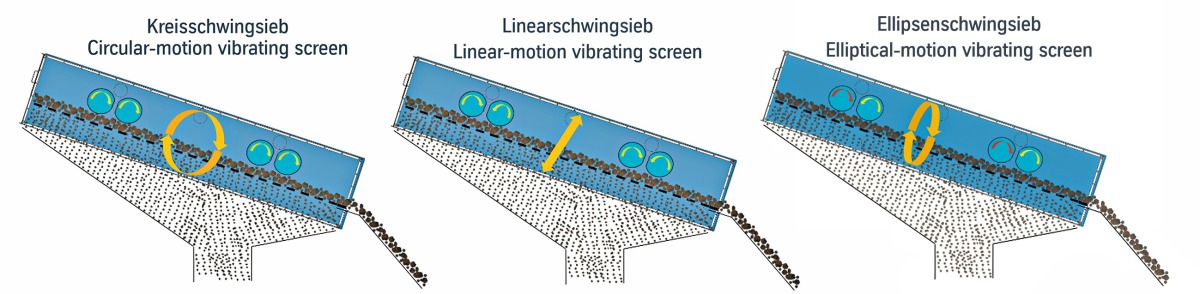
Traditional vibrating screens are either driven by eccentric shafts or vibrated by unbalanced weights and, depending on the mode of vibration, classified into circular-motion vibrating screens, linear-motion vibrating screens and elliptical-motion vibrating screens. Characteristic of all these is that the oscillating driving forces are introduced through the machines’ centre of gravity and the screens are supported at the front and rear in the conveying direction (Fig. 2). On account of this, the screen trays must be designed to be especially rigid and heavy, in order to permanently withstand the resulting high dynamic loads.
In an assessment of the advantages and disadvantages of the aforementioned screen types, the limited flexibility regarding the operating parameters proves a disadvantage as this makes it impossible to react to changes in the required product quality or to changes in the properties of the feed material. Such modifications can usually only be done mechanically, leading to unscheduled downtime and potentially multiple corrections.
Moreover, synchronization of the drives either fixed on both sides of the screen box (circular-motion vibrating screen) or installed centrally above or below the screening area (linear-motion vibrating screen) is mechanically complex, heavy, and prone to wear as well as requiring lubrication equipment. Especially in case of circular screens, these mechanisms lead to limitations in the design of the screen width, so accordingly only limited throughput rates can be realized.
The considerable space requirement and the high weight of common screen models have repeatedly turned out to be the most prominent drawbacks of common screen types. These characteristics not only affect the screen itself, but lead to high transport and assembly costs as well as having an adverse effect on the structural design environment of the screen and the drive power to be installed. Large and heavy screens require a corresponding substructure and suitable building structures as well as to, for example, longer belt conveyors for the supply of feed material. The higher the weight of the screen trays that have to be driven, the higher, of course, is also the screen’s energy consumption.
On account of the process-related low height of the material bed on the screening area, an unfavourable ratio of screen feed to the vibrating mass results, especially in fine screening. In the screen shown in the Fig. 3, with a width of 4.3 m and a weight of 35 t for screening phosphate, during normal operation, for example, only 300 kg material can be found on the screen deck.
Having considered the observations mentioned above, thyssenkrupp has developed a large number of innovative, intelligent solutions to design screens to be more effective, flexible and economic. The result is the new goovi® multiple vibration screen.
2 Development of the all-new thyssenkrupp goovi®
In the development of the new goovi®, the thyssenkrupp specialists initially concentrated on secondary and tertiary screening as here larger areas of application can be found in the field. These are applications in the gravel and aggregates supply sectors, in mining and recycling, where feed materials with a particle size up to 80 mm are screened with a minimum screen cut of around 2 mm.
With regard to design, the focus of the new development was on the drive concept as this promised the greatest potential for optimization. But trailblazing developments have also been realized for the screen tray, screen support and the control system. Basically, the thyssenkrupp goovi® has been designed for the digital quarry and paves the way for industry 4.0 in processing plants.
2.1 Drive concept
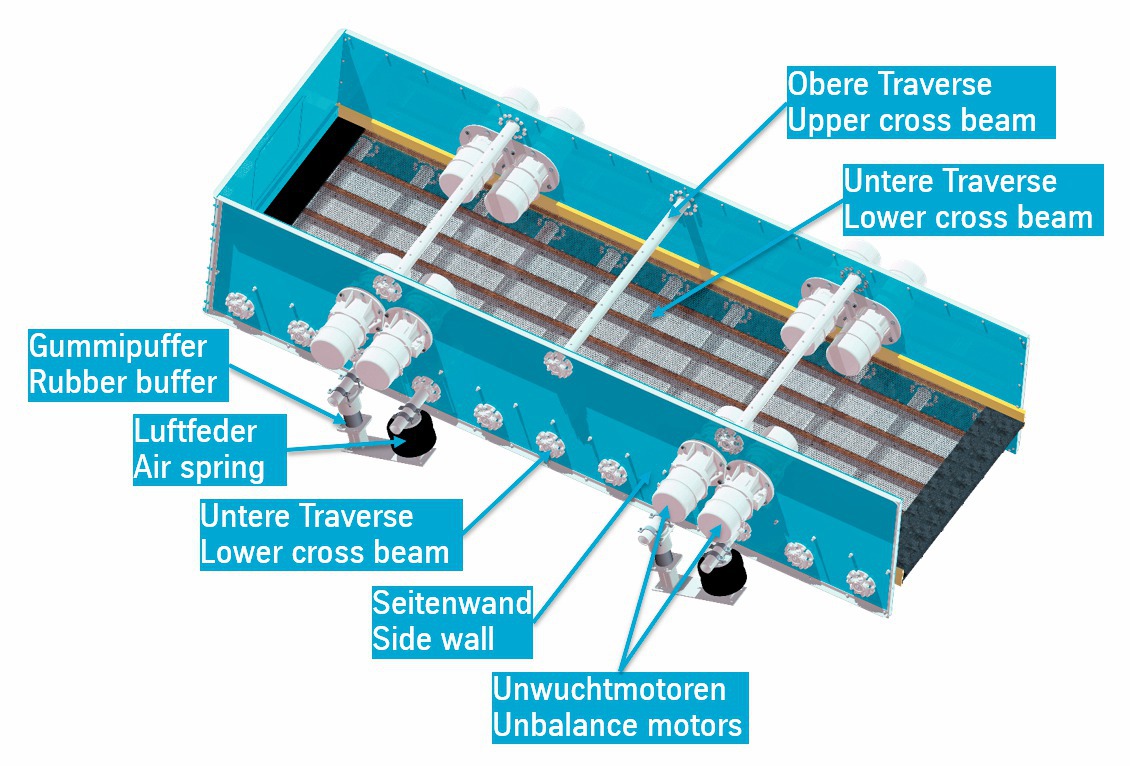
In the specification of the drive concept, the point of force introduction is of particular importance as this influences the static and dynamic sizing of the screen’s sidewalls. Simulations have shown that a screen should ideally be driven at four different points, on both sides in the front and rear areas. For this reason, it was decided to place the drives in the bending nodes of the stress curves in the sidewalls (Fig. 4). In this way, the forces are optimally transmitted into the sidewalls and bending stresses minimized.
At the same time, the drives should be designed to enable higher flexibility and easier adjustment of the operating parameters. For this reason, at every drive point, not only one motor but two or three motors were installed, so that each thyssenkrupp goovi® is driven by 8 to 12 motors. Here, compact lifetime-lubricated standard unbalance motors are used, which are symmetrically flange-mounted to the sidewalls and synchronized by means of a patented PLC system supplied along with the screen.
But the PLC system is not only responsible for synchronizing the motors, it can also adjust them relative to each other during operation. When all the motors are turning in one direction, a circular motion is generated (Fig. 5); when the motors in one drive cluster turn in the opposite direction, the screen is vibrated in a linear motion. The PLC system can be used to switch the mode of vibration, without the need for any mechanical intervention. With a change of the eccentric weights of a drive cluster, an elliptical motion of the vibrating screen can be realized, with which the advantages of a circular- and linear-motion screen can be combined. The rotational speed and the angle of throw can be infinitely adjusted so that all important operating parameters can be optimally adapted to production requirements at all times.
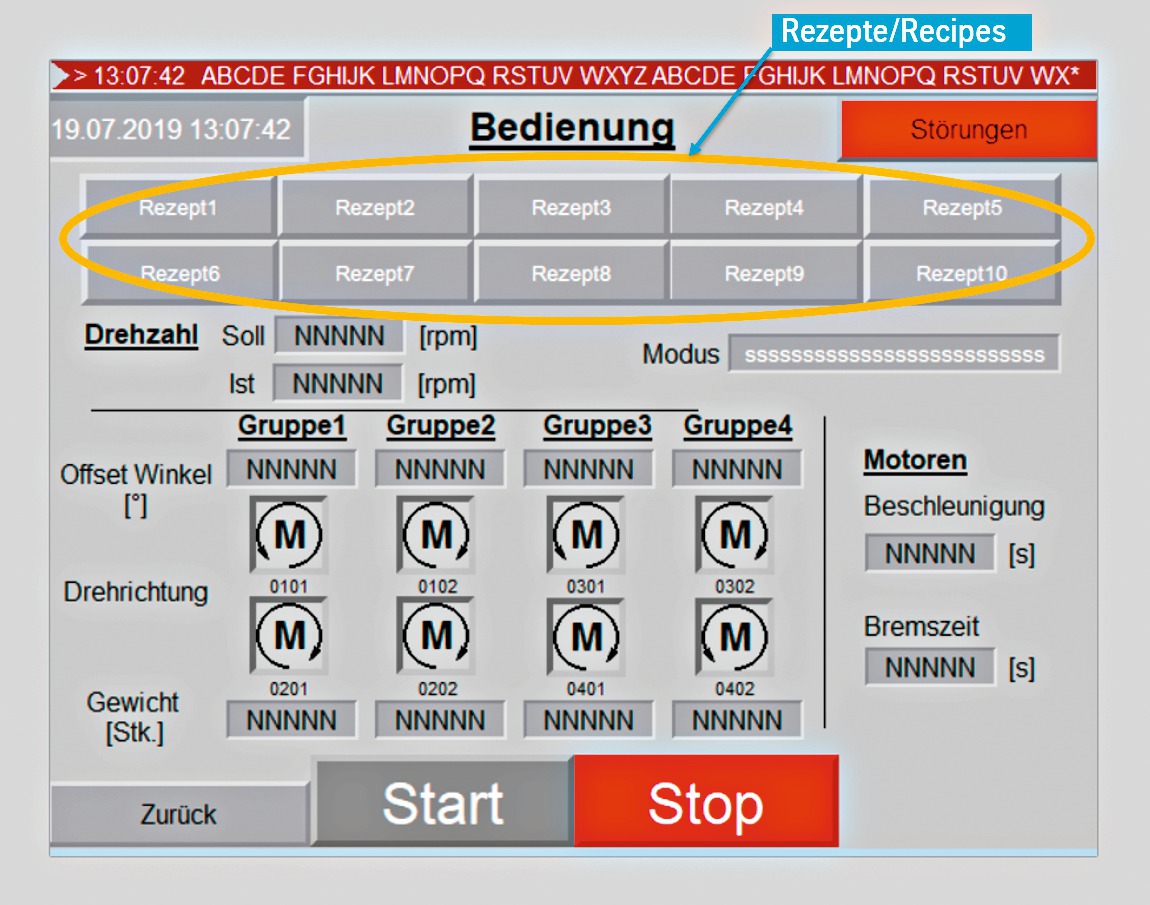
Consequently, the goovi® can be adapted to changing material properties that can result from variations in the material deposit or climatic influences, e. g. in form of increased moisture content. Even very difficult-to-screen materials can be optimally classified. Also with one and the same goovi®, but with a change in the operating parameters and, if required, the screening surfaces, different products and product qualities can be obtained, if the market requirements change or, for example, vary seasonally. For this, specific recipes can be added to the control system and called up as needed. For high requirements on the product quality, e.g. in the aggregates industry, control loops can be realized in which screen parameters can be readjusted, if, for instance, there are changes in the product grading curve. Precondition for this is a reliable method for continuous determination and monitoring of the product grading curve.
Particles that clog up the screening surface and reduce screen efficiency can be easily removed thanks to the goovi® self-cleaning function, with which the mode of vibration and direction of transport is changed temporarily. As a result, losses in efficiency and costly cleaning work can be reduced or avoided completely.
The entire drive system works without any mechanical transmission components like shafts or gears as the motors are flange-mounted directly to the screen wall and synchronized electronically. As a result, the maintenance requirement, the weight and the power consumption are reduced considerably. Lubrication is not at all necessary.
2.2 Screen tray
For the screen tray, too, the priority was a simple, but stable design, which is also easy to assemble. The sidewalls consist of standard sheets that can be fabricated in any size and quality in a laser-cutting process. In the lower section, they are connected by numerous cross beams (Fig. 4) consisting of standard tubes protected against wear with a polyurethane sleeve. In the upper section, just a few cross beams of the same type are sufficient to stabilize the screen tray. This bolted and clamped structure endows the screen tray with high durability. This effect is reinforced by the optimized position of the unbalance motors, which reduces the dynamic load in the sidewalls.
Moreover, the arrangement of the drives leads to a flat design of the goovi® and enables easy installation in existing plants. It is basically possible to assemble the goovi® at the installation site on account of its simple design and, in certain circumstances, this is even recommended as fully assembled screens do have a relatively large volume, which can make their transport expensive. With delivery of a compact construction kit, transport costs can be reduced substantially. In the case of particularly confined spaces, thanks to its very simple design and assembly, the goovi® can be directly assembled in its intended position in the plant. Naturally, provision has been made to comply with the new requirements in the recently revised EN 1009 concerning the space required for maintenance of machinery for the mechanical processing of minerals.
2.3 Screen decks
The goovi® is supplied with one or two screen decks. For these, a large number of screen surfaces and linings are available, which can consist of wire mesh, rubber or polyurethane as well as a combination of these. The screen has been designed for fitting common standard-size screen panels, which can be quickly and easily changed with little effort.
2.4 Screen support
For the support of the screen tray, thyssenkrupp has also blazed a new trail. Unlike conventional screens, the goovi® is not suspended on steel or rubber springs, but on air springs with variable pressure, which are fixed to extended cross beams in the lower part of the screen tray (Fig. 4). These offer some notable functional advantages.
For assembly, the screen is first placed on top of four rubber buffers (Fig. 4) before the air springs are inflated. With slight variation of the pressure in the air springs, the goovi® can be optimally adjusted in height and the vibrating performance can be optimized. On account of the lower spring constant compared to steel or rubber springs, the dynamic foundation loads can be reduced significantly, which has a positive effect on the weight of the substructure. Another interesting aspect is the considerable reduction in the noise generated by this type of spring compared to conventional systems.
2.5 Control system
As described earlier, the control system of the fully digitalized goovi® plays an important role. This is used to synchronize the motors and adjust the mode of vibration, the conveying speed and direction, in order to optimally adapt the machine to the application, especially for handling difficult-to-screen feed and changing material properties. The goovi® is supplied with a complete switch cabinet; this is equipped with a touchscreen on which the operator can select different recipes (Fig. 6).
The recipes are configured either on site by thyssenkrupp service operatives or by means of teleservice. Other information, e.g. motor data or vibration monitoring, can be logged and, if necessary, evaluated by means of teleservice.
2.6 Model range
Following the development of a prototype and successful commissioning of the first goovi® in a steelworks in Germany, thyssenkrupp has developed a standard model range, which is geared to the market requirements and reduces the cost and delivery times. The single- and double-deck variants are available in six different widths and four different lengths, with screening areas between 11 m² and 26.4 m² (Table 1).
Besides these standard screens, thanks to simple, modular design, individual, customized screens can also be supplied. For example, screening areas can be adapted to specific applications or the sidewall geometries and spring positions can be matched to the available space at a customer’s plant.
Particularly interesting is a comparison of the weights of the goovi® with the weights of conventional screen models (Fig. 7). Here, the advantages of the new screen design are clearly shown. While the linear-motion vibrating screen has, as expected, a very high specific weight relative to the screening area, the goovi® weighs in well below the relatively lightweight circular-motion vibrating screen. Especially for relatively large screening areas, the goovi® weighs less than a half the weight of circular-motion vibrating screens. This trend also applies to the costs and is intensified thanks to the simple design and the small number of driven components.
3 Conclusion
With the overall design and many detail solutions, thyssenkrupp has developed a concept, which can certainly be described as revolutionary. Substantially reduced weights and heights are accompanied by a considerable increase in operational flexibility, product quality and performance, as a result of which the goovi® creates real added value.
The detail features of the goovi® can be summarized as follows:
Possible applications in almost all secondary and tertiary screening stages
Simple, modular design, low height and low weight
Few rotating parts, simple maintenance, no lubrication needed
Low-cost transport as a construction kit and simple assembly at the installation site are possible
Ideal for replacing existing screens due to good adaptability to existing plants
Fully digitalized screen with its own control system for integration into distributed control systems
Optional, infinite adjustment as a circular-, linear- or elliptical-motion vibrating screen
Customized, pre-set recipes for different product grades
Flexible adaption to changing applications and material properties
Various possibilities for integration into control loops
High, adjustable screening efficiency, even for handling difficult-to-screen materials
Less prone to pegging of particles thanks to cleaning function
High throughput with reduced energy consumption
Standard series for optimization of costs and lead times
In the meantime, the first goovi® has been in operation for several months and has proven optimally efficient for screening slag (Fig. 1). For different material properties, the screen is run with different settings and achieves the best results for the operator.
Authors:
Dr.-Ing. Armin Greune, thyssenkrupp Industrial Solutions AG, Beckum/Germany
Armin Greune studied mechanical engineering at TU Braunschweig and earned his PhD at the University of Hanover. From 1991 to 1997, he worked as head of the Process Engineering Department at Krupp Fördertechnik GmbH. From 1998 to 2014, he managed the Hazemag division at Hazemag & EPR GmbH. From 2014 to early 2021, he was responsible for the global Standard Machines Business of the Mineral Processing Division at thyssenkrupp Industrial Solutions AG and now supports this division as Senior Expert.
B. Eng. Peter Berlitz, thyssenkrupp Industrial Solutions AG, Beckum/Germany
Peter Berlitz studied mechanical engineering at Dortmund University of Applied Sciences. Since 2012, he has advanced through various stations at ThyssenKrupp Fördertechnik and subsequently at thyssenkrupp Industrial Solutions AG, from design through project management to the sale of mineral processing machinery. Today he is deputy manager for the product line “Screens & Feeders” and responsible for the goovi®.
www.thyssenkrupp-industrial-solutions.com, www.thyssenkrupp-siebe.de, www.thyssenkrupp-screens.com





