A valuable resource for production of high-quality foamglass products

 © depositphotos.com, Hosokawa Alpine AG
© depositphotos.com, Hosokawa Alpine AG
 © REDWAVE
© REDWAVE
 © Hosokawa Alpine AG
© Hosokawa Alpine AG

 © Hosokawa Alpine AG
© Hosokawa Alpine AG
 © Schaumglas Global Consulting GmbH
© Schaumglas Global Consulting GmbH
 © Schaumglas Global Consulting GmbH
© Schaumglas Global Consulting GmbH
Glass recycling, one of the earliest manifestations of the modern circular economy, has long become established, especially in Europe. In this region, the recycling rate for container glass is > 90 %. The use of glass recovered from old glass fragments (“cullet”) not only economises on natural resources, but also, and above all, on energy. On the criterion of reduction of the CO2 footprint, the recycling of glass has now also gained global acceptance and importance.
In this field, the average global rate of growth is > 8 %. Large rates of growth can, in this context, be found in the continents of Asia and Africa. On a world view, however, the recycling rate is significantly below 20 %, the background to this being that in Asia, in particular, there are scarcely any glass-recycling facilities equipped with modern optical sorting technology and that quality problems thus occur in reuse of the recycled product. In addition to savings on feed materials, the reuse of 50 % recycled glass achieves energy savings of 15 %, with a corresponding reduction in CO2 emissions.
Glass: a valued feed material much in demand around the world
Glass as a resource has now become so valued that not only the glass collected in waste-glass containers is used, instead a not insignificant amount of unsorted domestic waste is now being forwarded for the recycling of resources in general and, in some cases, also for the recovery of glass. In such cases, the domestic waste is largely cleansed of organic substances by means of a thermal and physical process.
The various process stages then yield the most diverse range of glass qualities: high-purity colour-sorted glass is returned directly to the glass production route, where it is an extremely valued feedstock (Figure 1). Ferrous and non-ferrous metals contamination of a maximum of 5 ppm and a maximum organic-substance content of 300 ppm is permitted in such high-grade recycled glass. This preparation process also yields contaminated glass fractions which have been inadequately colour-sorted, if at all. These are prepared by means of further mechanical processing operations until they are suitable as a feed material for the production of foamglass. The purity requirements for this application are lower. The feed glass may contain up to 50 ppm ferrous and non-ferrous metals and up to 1000 ppm organic constituents. The limit on plastic contents is < 300 ppm and up to 3 % on total ceramics, stones, porcelain (CSP) content.
The route from recycled glass to production of foamglass: numerous components and capabilities needed
The process-engineering route to the production of foamglass can be subdivided into five operations:
Cleaning Sorting Fine grinding Mixing Expanding
The input material is generally a still more or less greatly contaminated recycled-glass fraction, plus sheet-glass waste. The latter can usually be fed directly into the second process operation for grinding, whereas the recycled glass needs to undergo sophisticated cleaning and sorting.
Here, REDWAVE equipment supplied by Austria’s BT-Wolfgang Binder GmbH, Eggersdorf, is used. This Austrian company focuses, especially, on the recycling and mining industries. REDWAVE glass-preparation systems have been in successful use around the world for some twenty years. The core components in these cleaning and sorting systems take the form of sensor-based sorting machines used in the most diverse range of types and developed within the company.
Figure 2 shows the technology used for specific sorting, the same technologies being installed in separate sorting machines for various different tasks:
Camera with light transmitter Ceramics, stones, porcelain (CSP)
Camera with light transmitter Colour-sorting of glass
All-metal sensor Metal (ferrous and non-ferrous)
X-ray fluorescence Lead glass
X-ray fluorescence Glass ceramics
Near-infrared spectroscopy Plastics, acrylic glass, laminated glass
The feed material requiring cleaning must, depending on its original size, be divided into tighter fractions using mechanical screens. This permits the attainment of the highest possible purity level. In this case, multiple sorting machines applying the same technology are then used for the various fractions.
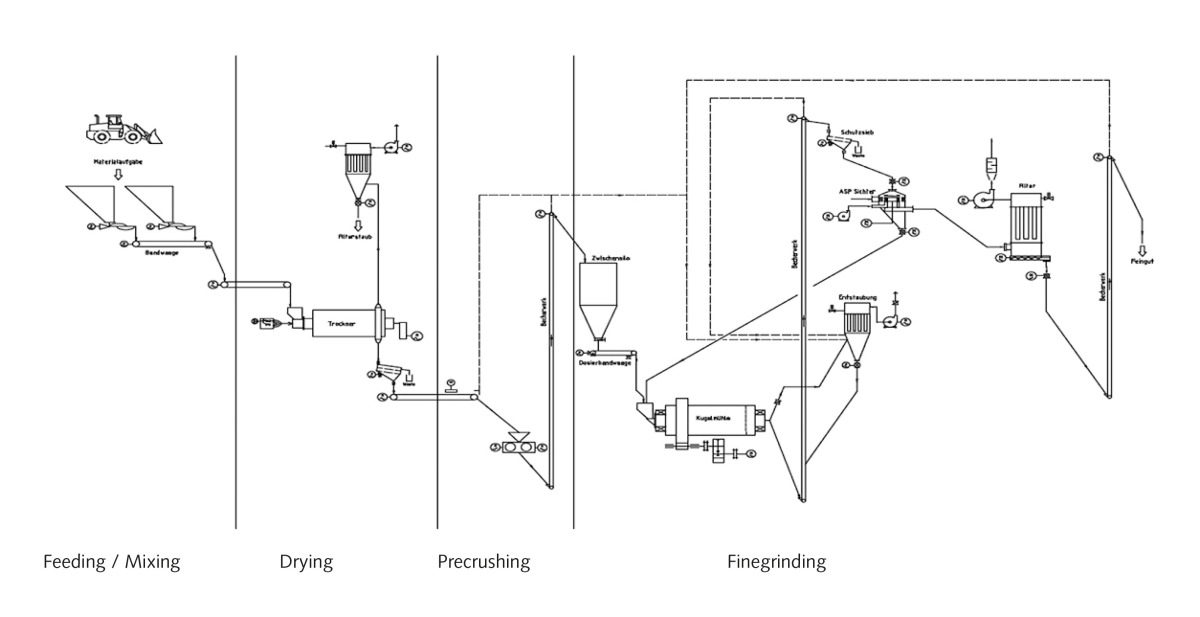
Recycled glass is used in further processing, up to and including foamglass. The valuable glass cullet has already been removed from this for direct reuse. The recycled glass may then contain glass fragments of up to 60 mm in diameter and must be ground down to a powder for the production of foamglass. Finenesses of grind of D97 = 15 – 100 µm are needed here, depending on the intended end product. The process used here is shown in Figure 3. Hosokawa Alpine Aktiengesellschaft, of Augsburg, Germany, designs, manufactures and supplies such process-mechanical solutions, including turnkey installations, to customers around the world.
Cleaned recycled and sheet glass are metered in from two separate feed units. Since the starting material is generally moist, it firstly passes through a drum dryer, which reduces residual moisture prior to grinding to < 0.5 % H2O. Downstream the dryer is a mechanical screen which removes, for example, any remaining larger paper labels. An in-line pre-crusher reduces the maximum feed size for the downstream ball mill to < 30 mm.
Glass is an extremely abrasive and wear-inducing material, for which reason the entire ball-grinding and screening system is predominantly protected by means of aluminium-oxide ceramic material against wear and against contamination of the powdered glass with iron.
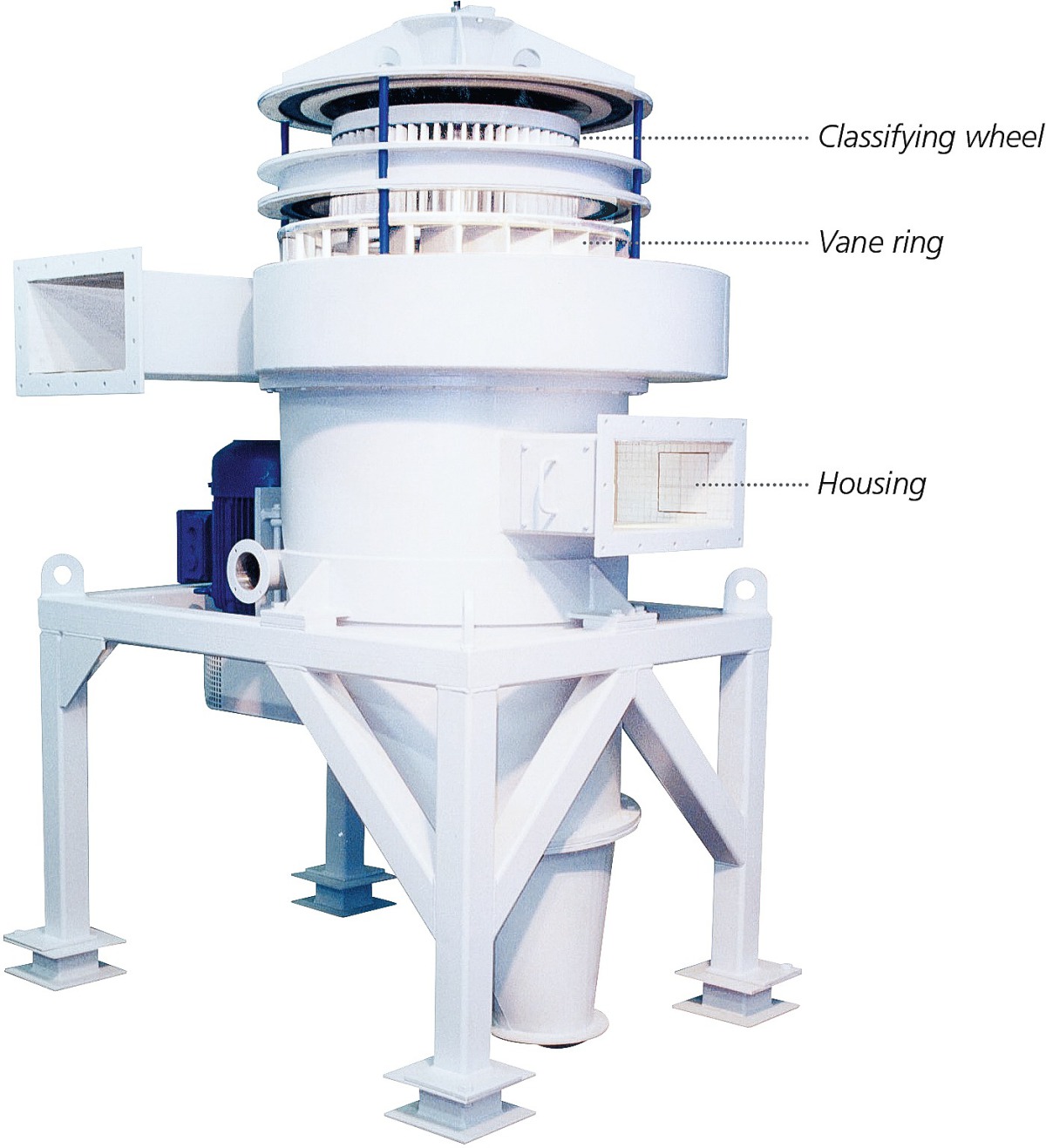
The powdered glass leaves the Hosokawa Alpine Super Orion ball mill and is fed via a bucket conveyor to an armoured Hosokawa Alpine Stratoplex air separator (Figure 4) in order to limit the desired oversize particles in the D97 = 15 – 100 µm range. The fines yielded on the Stratoplex are conveyed, using the classifying air, to an automatic filter, where they are separated from the process air and extracted as powder.
The coarse particles yielded on the air separator pass back in free fall for further fine grinding in the ball mill. The entire system and its process parameters, like the upstream sorting and cleaning system, are monitored here by means of a large range of sensors integrated into a modern, fully automatic PLC- and PC-based control system.
The finely ground powdered glass produced in this way is the input material for foamglass. It is prepared using additives and, if necessary, granulated for the production of expanded glass spheres, which will transform in a furnace to ultra-light foamglass and hollow glass microspheres.
World-leading German company Foamglass Global Consulting GmbH scores with its many years of experience in feed-material preparation, plant engineering and its know-how in the production of foamglass. Together with highly qualified system suppliers, this Gelsenkirchen company implements international projects for the production of foamglass gravel and other foamglass products for surface civil engineering.
High-diversity applications and uses for foamglass – in practically all sectors of industry
Large-particled foamglass in the 20 – 100 mm range is used for insulation and ground improvement for buildings, and also in highway engineering. This material is noted for its extreme hardness, does not absorb moisture, and provides a high level of insulation.
Expanded glass granules of the most diverse particle sizes down to well below 1 mm have a whole series of uses. In addition to their insulating properties in concrete, plaster and mortar, their low weight predominates in their use in lightweight concrete (incl. 3D printing of large prefabricated-concrete components), gravel fillings for modernisation of existing buildings, paint coatings, insulating tiles and artificial stone. Foamglass, the “super input material” of today. A resource recovered by means of recycling and gaining acceptance in practically all industrial sectors. A sustainable circular economy genuinely worthy of the name.