On trial
Systematic study of hydro vacuum cyclones



Summary: Hydrocyclones form an indispensable part of mobile separation plants as they boast high separating efficiency combined with expediently simple design. Hydro vacuum cyclones are a special type of these separating units. Their characteristic feature is an automatically operating closing mechanism in the underflow of the cyclone. This closing mechanism limits fluid losses via the underflow and is therefore conducive to the recycling of drilling mud additives, e. g. bentonite. As the separating behaviour of hydro vacuum cyclones cannot be predicted with the established calculation models for conventional hydrocyclones, in a group project involving the companies Herrenknecht AG, ITE GmbH, the Fraunhofer Institute for Environmental, Safety and Energy Technology UMSICHT and Osnabrück University of Applied Sciences, a 15’’ hydro vacuum cyclone was systematically studied under field conditions.
1 Starting Situation
In tunnelling, the geology, advance rate and diameter of the boring machine dictate the requirements for the downstream separation plant. This is based on a modular design and consists of a specific configuration of tanks, centrifugal pumps, screening machines and hydrocyclones, combined with flocculation units and decanters if required.
Separation plants are adapted to the geological conditions, particularly to the expected particle size distribution of the boring slurry, its density and viscosity. The installed equipment is designed for the separation of individual grain size classes: coarse separators separate gravel-type rock content, sandy content is separated in hydrocyclones, silt and loam (fines) are removed in centrifuges. For high throughput rates, the above-mentioned components are operated parallel. By way of example, Fig. 1 shows the typical set-up of a mobile separation plant.
The drilling slurry is conveyed from the tunnel boring machine to the coarse separator with the help of centrifugal pumps. The underflow of the coarse separator falls into a tank, from which a second centrifugal pump draws off suspension and feeds it to the hydro vacuum cyclone. To prevent sedimentation in the tank, the tank is fitted with an agitator.
The slurry is fed to a group of parallel operating hydro vacuum cyclones via a distribution manifold. The rubber boot at the underflow of a hydro vacuum cyclone is closed by the “air lifting effect”, which generates negative pressure in the cyclone so that solids are concentrated in the cyclone above the gasket. If with a characteristic solids volume, the retaining force of the closing gasket, this opens and releases solids out of the cyclone. Hydro vacuum cyclones therefore discharge the separated solids fraction cyclically, corresponding to the automatically adjusted opening frequency.
The cleaned overflow of the cyclone is recirculated into the drilling slurry circuit, providing no further separation of the fines by means of flocculation and decanting equipment is necessary. The underflow can be further dewatered on a vibrating screen until the separated solid material finally obtains a landfillable consistency.
Tunnel boring machine and separation plant form a circuit and should be optimally coordinated with each other. The more effectively the separation plant removes the solids content from the drilling slurry, the more economic is the operation of the circuit. During tunnelling, the physical properties of the drilling slurry constantly change, particularly changes in the solids load and particle size distribution pose a special challenge for the separation plants.
To take varying operating conditions into better consideration already during planning and configuration of a separation plant, a test rig was designed that enables realistic and application-oriented testing of the separating behaviour of hydrocyclones. With this test rig, different operating states can be simulated and analysed. Volume flow rate, solid type and distribution as well as type and configuration of the hydrocyclones are variable.
2 Experimental Testing
The set-up of the test rig basically corresponds to that of a mobile separation plant. It is designed for testing groups of hydrocyclones on original scale. In a first step, a single 15“ hydro vacuum cyclone was tested to eliminate any influences of the distribution system. The test was to deliver information on the separating behaviour of the equipment when the solids concentration of the suspension and the volume flow rate are varied. Fig. 2 shows the test rig.
For evaluation of the separating efficiency, grade efficiency curves are determined and from these the characteristic data derived. In addition the solids concentration in the underflow was determined in order to measure the loss of liquid.
To limit the experiments required, methods of statistical test planning were applied. These maximized the information content that can be gained from the smallest possible number of experiments. For this purpose, appropriate limit values must be defined for the variable parameters. The more operating points are tested, the more precisely the system studied can be described. Often it is acceptable, however, to test significant points in a range to quantify effects.
The test rig was set up by Herrenknecht AG at the facilities of the ITE GmbH in Alsdorf near Aachen to test operation of the hydrocyclones in field conditions. ITE GmbH supplies separating equipment to Herrenknecht AG for its microtunnelling machine engineering unit.
Silica sand was filled into the lower tank as the solid material and mixed with water. An agitator ensured that the suspension did not sediment in the tanks. From the tank the suspension was taken off by means of a centrifugal pump and fed to the hydro vacuum cyclone. The overflow and underflow of the hydro vacuum cyclone were returned to the tank. The test rig therefore formed a closed circuit system.
To adjust the volume flow rate, the motor of the centrifugal pump was controlled by a frequency converter. The volume flow rate was measured in the pressure line of the pump by means of a magnetic-inductive flowmeter. Below the underflow gasket of the hydro vacuum cyclone there is a vessel for determining the volume flow rate of the underflow. The volume flow in the overflow is calculated based on a mass balance. The system pressure was recorded in the inlet and in the overflow of the cyclone.
Samples can be taken in the underflow and the overflow. These were analysed at the Fraunhofer Institute for the Environment, Safety and Energy Technology UMSICHT with laser diffraction spectrometry. The grain size distribution analyses can be evaluated with standard particle technology methods.
3 Evaluation of the Separation Process
Classification equipment separates the feed material into two fractions, the coarse fraction and the fines. In the hydrocyclone, the coarse material reports to the underflow and the fines to the overflow. In addition the volume flow is divided into two streams with different mass contents of solid material and liquid.
An ideal separation process produces a definite cut-size and two clearly separate particle distributions, all particles larger than the cut-point reporting to the coarse fraction and all particles smaller than the cut-point reporting to the fines fraction. In real separation processes there are always particles smaller than the cut-point in the coarse fraction and particles larger than the cut-point in the fines. These particles are referred to as misplaced grain. In the particle size distribution, the curves for the coarse and fine particles overlap, the sum of the two distributions representing the feed particle distribution.
For the term cut-size diameter there are various definitions. The intersection of the two distribution curves is termed the analytical cut-size diameter. This, however, is only useful for particle distributions from the same separating equipment as it does not take into consideration the mass flow partition of the feed mass.
With the feed-related coarse and fines content g and f, which are often termed the “mass yield” in separating systems,
g = mG or f = mF (1)
mA mA
the grade efficiency curve T(x), also known as the Tromp curve, can be calculated from the particle distribution curves of the coarse and fine material:
T(x) ; g ·qG(x) = g ·qG(x) (2)
qA(x) g ·qG(x) + f ·qF(x)
The distribution density g(x) can be derived from the cumulative distribution Q(x):
q(x) = dQ(x) (3)
dx
Fig. 3 shows this relationship schematically based on the cumulative distribution curves.
From the grade efficiency curve, the separation sharpness can be derived. It is an index for the deviation of the real from the ideal separation. The steeper the grade efficiency curve, the sharper is the separation. The separation sharpness k is defined as follows
k ; x25 (3)
x75
with the particle sizes x25 and x75 being read from the grade efficiency curve at the function values T(x) = 0.25 and 0.75 respectively. The sharper the separation, the closer the separation sharpness approaches the value of 1.
The cut-size diameter xT characterizes the particle size class that can be found with the same frequency in the coarse and fine grain.
4 Results
In the scope of the test, the solids concentration of the suspension used was varied between 50 and 400 g/l and the volume flow of the suspension between 100 and 145 m3/h. This range of variation corresponds to real operating conditions so that the results obtained are directly transferrable.
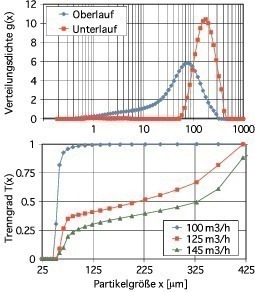
Fig. 4 shows typical particle size distributions, like those that result from the regular working range of the hydro vacuum cyclone in the overflow and underflow. From such distributions, the grade curves shown can be derived in accordance with equation 2, from which in turn the characteristic particle sizes result.
The grade efficiency of the hydro vacuum cyclone is clearly shown. The coarser grain size classes > 50 µm have concentrated in the underflow of the hydro vacuum cyclone. The fines are discharged mainly with the overflow.
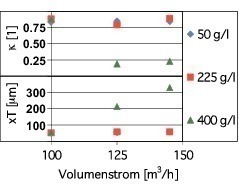
Generally, with increasing solids concentration and increasing volume flow rate, a moderate, almost linear increase in the cut-size diameter xT can be observed. With high solids load and high volume flow rates, the separating efficiency of the equipment, however, changes significantly. In this “overload” range, the steepness of the grade curve decreases (cf. Fig. 4), the cut-size diameter xT increases considerably with decreased separating sharpness (Fig. 5).
This observed overload behaviour re-sults from the negative pressure resulting in the cyclone as well as from the increasing interactions in the particle swarm. The hydro vacuum cyclone has an overflow line that leads down into the tank area below the underflow. This line effects the “air lifting effect” and generates negative pressure, which depends on the density of the suspension and the difference in height between the underflow and the opening of the overflow line. This relationship could be empirically confirmed based on variation of the overflow line length. The negative pressure resulting in the hydrocyclone determines the retaining force of the closing gasket, and consequently the opening frequency and separating efficiency overall.
While the hydro vacuum cyclone demonstrates almost constant separating behaviour in the regular working range, its separating efficiency declines drastically in the overload range without any pronounced transitional behaviour. A sequential operating principle of the closing gasket can no longer be observed. Hydro vacuum cyclones therefore be-have differently to conventional hydrocyclones, which achieve a sharper cut-point with increasing volume flow rate.
If the hydro vacuum cyclone operates under normal load, the separating sharpness does not change significantly with increasing volume flow rates (Fig. 5). This behaviour can also be attributed to the function of the closing gasket, which reacts to larger volume flow rates by increasing the opening frequency. The characteristic solids bed height in the equipment remains almost constant.
It could be proven that with increasing suspension density (caused by the higher solids load) the pressure level in the unit falls and therefore more solids dam up until the closing gasket opens. The more solids accumulate in the unit, the less space is available for classification of particles in the centrifugal field of the flow. The interactions between the particles also become more intensive so that coarse and fine particles hinder each other’s movement during the separating process. Separating sharpness consequently decreases.
Hydro vacuum cyclones generally have larger cut-size diameters than conventional hydrocyclones, as the closing gasket forces hydrocyclone into what is referred to as dense flow operation, leading to the build up of a solids bed in the unit. Dense flow operation, on the other hand, causes increased thickening of the underflow and therefore a lower liquid loss, which is an advantage for the separation of drilling slurry. For hydrovacuum cyclones, a compromise between small cut-point and maximized thickening of the underflow must therefore always be sought in the application described. As process-based design of the equipment has not so far been successful with theoretical methods, the process engineer relies on empirical tests. These can now be conducted with the help of the test rig and the availability of scientific analysis and evaluation methods.
The progress made in widening knowledge of hydro vacuum cyclone design, which will ultimately benefit the customers and users, can be essentially attributed to the intensive cooperation between the companies and research institutes involved. While companies are interested particularly in utilizing research findings and formulate precise requirements for research, research institutes offer time-efficient analysis methods and the scientific support for systematic testing and studies as a service.
From the test findings, ITE GmbH will work in cooperation with Herrenknecht AG to develop the next generation of hydro vacuum cyclones for tunnel construction, to further optimize separation plants and tune their operation to construction site conditions. The efficiency of the equipment used will therefore be enhanced.





