Advances in screening technology in the mining sector
 Quelle/Source: BMA Billiton
Quelle/Source: BMA Billiton
 Quelle/Source: Metso
Quelle/Source: Metso
 Quelle/Source: OneStone Consulting
Quelle/Source: OneStone Consulting
 Quelle/Source: OneStone Consulting
Quelle/Source: OneStone Consulting
 Quelle/Source: Metso
Quelle/Source: Metso
 Quelle/Source: thyssenkrupp Industrial Solutions
Quelle/Source: thyssenkrupp Industrial Solutions
 Quelle/Source: Schenck Process
Quelle/Source: Schenck Process
 Quelle/Source: HAVER & BOECKER
Quelle/Source: HAVER & BOECKER
 Quelle/Source: Derrick Corporation
Quelle/Source: Derrick Corporation
 Quelle/Source: Roy Hill
Quelle/Source: Roy Hill
 Quelle/Source: Vale
Quelle/Source: Vale
 Quelle/Source: HAVER NIAGARA
Quelle/Source: HAVER NIAGARA
 Quelle/Source: CWP
Quelle/Source: CWP
 Quelle/Source: FLSmidth
Quelle/Source: FLSmidth
 Quelle/Source: Vale
Quelle/Source: Vale
 Quelle/Source: Vale
Quelle/Source: Vale
 Quelle/Source: Metso
Quelle/Source: Metso
 Quelle/Source: Derrick Corporation
Quelle/Source: Derrick Corporation
 Quelle/Source: Metso
Quelle/Source: Metso
 Quelle/Source: Derrick Corporation
Quelle/Source: Derrick Corporation
 Quelle/Source: Derrick Corporation
Quelle/Source: Derrick Corporation
 Quelle/Source: Derrick Corporation
Quelle/Source: Derrick Corporation

Summary: In today’s crushing and grinding circuits in the mining sector the bottleneck is no longer the comminution plant but the classification system. The increasing demands on grinding product fineness make this situation more and more critical. The following article will demonstrate the importance of modern screening technology in the mining sector and show how processing plants can be simplified and improved when the screening efficiency is increased. Examples are provided from applications in the processing of metal ores, iron ore and coal.
1 Introduction
In the mining sector various classification methods are in use. The two most important processes for the separation of specific particle sizes are the hydrocyclone and screen technologies. Up to now, hydrocyclones have most often been used in order to meet fine separating cut requirements, while screen systems have generally been used for the size range above that. But this convention now appears to have lost its validity. The fine screen technology is penetrating into ever finer size ranges, replacing hydrocyclones and making the system more efficient and economical. This is due to the generally low selectivity of hydrocyclones. In hydrocyclones, the separation and classifying effect is produced by an interaction of centrifugal forces (up to 1000 g) and flow forces. Fines are separated from the coarse particles in a proportion corresponding to the volume flow ratio between the overflow and underflow. Sometimes the efficiency achieved by hydrocyclones is below 50 %.
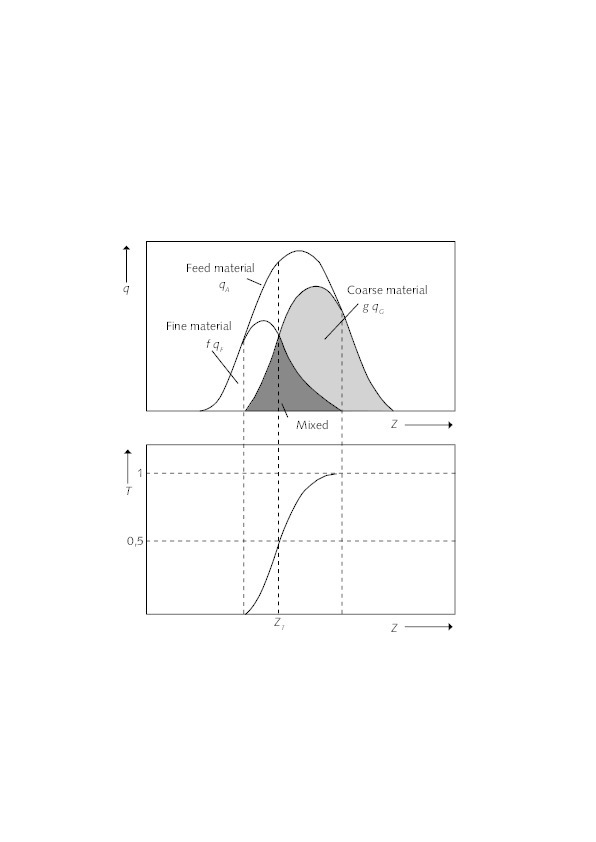
The interrelations of particle size separation are shown schematically in Fig. 1. In the example, the feedstock qA is separated into coarse material g·qG and fines f·qF. In an ideal separation situation the distribution density curves of the coarse and fine material would not overlap, but in actual separation practice they do overlap. The material in the overlap area comprises outsize particles. Outsize on the coarse particle side is called undersize, while that on the fine particle side is called oversize. For every point on the z-axis of the distribution diagram a separation efficiency can be determined. This separation efficiency characterizes the amount of the considered fraction of the feed material that gets into the coarse material. The course of the separation efficiency as a function of the fineness characteristic is an S-shaped curve. The steeper the curve, the greater the selectivity.
If the hydrocyclone or screening machine has a low selectivity, so that the unit or machine is said to have an efficiency of only e.g. 70 – 80 %, this means that 20 – 30 % of the coarse material gets into the fines, or 20 – 30 % of the fine material is returned to the previous process step (grinding or crushing process). This results in an increase in the quantity of circulating material and thus causes a significant worsening of the specific energy consumption for the comminution process. Fig. 2 illustrates the interrelations for a screen classification process. The circulating quantities are not only dependent on the screening efficiency, but also on the quantity of oversize produced by the mill. At a screening efficiency of 100 % and 35 % oversize produced by the mill, the circulating load factor is already 1.54. At 70 % screening efficiency, the circulating load factor increases to 2.
2 Growing demands on screening machines
Screening machines were long neglected by plant operators, or were considered to be less important compared to the grinding plants. Screening machines were required to be robust, wear-resistant and easy to maintain. Therefore, in the development of such machines during recent decades, almost all machine manufacturers concentrated on these key features. However, in the meantime a change in thinking has occurred [1]. On the one hand, this has to do with the screening machines themselves and the different construction types and operating principles of the machines or their suitability for specific applications, and – on the other hand – it has to do with the required increases in throughput and optimization of the grinding and screening circuits.
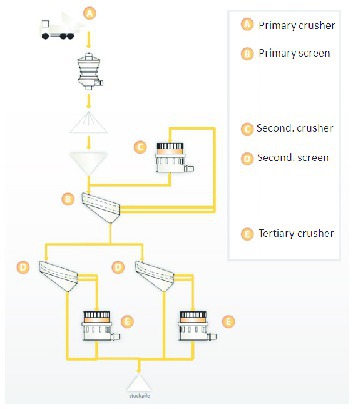
Screening is mainly used in the mining sector in primary and secondary crushing systems (Fig. 3), coarse screening (scalping) in the pre-heap leaching process, fine screening and fine-grain elutriation in various process stages, enrichment of valuable materials, e.g. of the iron content in iron ore, grinding and screening circuits (open and closed) and screens in DMS circuits (DMS = Dense Media Separation). In view of the fact that ore grades are declining worldwide, another growing field of application is in washing plants. In this field, the variety of requirements ranging from very fine to very coarse cuts can only be covered by the use of different screening systems. In many applications, different screening machines are combined in order to more effectively meet the growing demands.
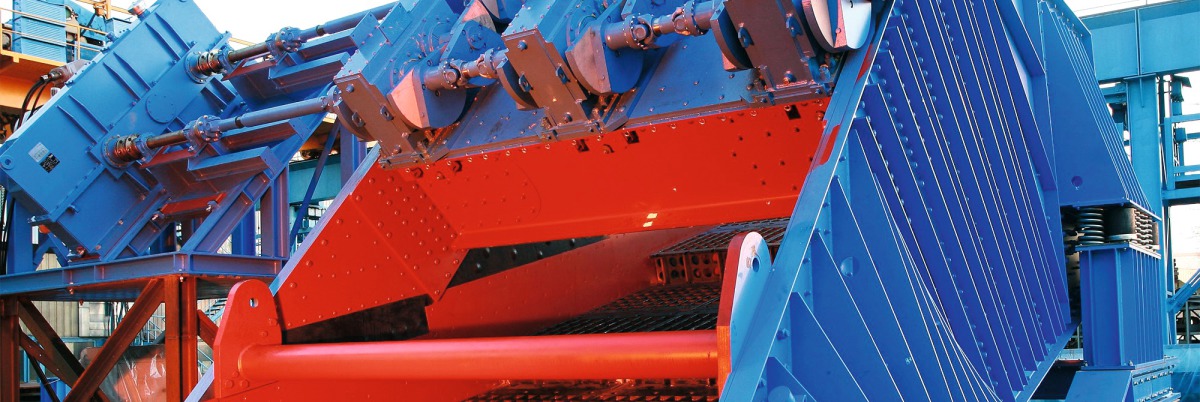
The most common screening machines in the mining industry are linear vibrating screens and circular vibrating screens. In the case of linear vibrating screens (Fig. 4), the entire screening unit is excited into a linear oscillation by force exciters, double-shaft drives or unbalance motor drives. Depending on the application, the machines are designed as single-deck or multi-deck screening machines, which make use of all available screen linings of wire mesh, press welded mesh, plastic or rubber linings. Linear vibrating screens are designed with screen widths ranging to more than 5 m and screen lengths ranging to more than 12 m. The so-called banana screens (Fig. 5) represent a special version of both linear and circular vibrating screens. Banana screens usually have several different screen inclinations arranged in series, in order to improve the overall screening efficiency by rapid screening of the fine fraction.
The most common drive design for circular vibrating screens is the eccentric shaft (Fig. 6). The drive via an eccentric shaft ensures a constant oscillating circuit, which is particularly advantageous if load peaks occur, and if sticky material is being handled. Thus, this screening machine meets the requirements for increased productivity, defined portions of oversize and undersize particles and maximized product size yield under the given operational conditions. Eccentric shaft screens are used in the mining sector with screen widths of over 3 m and screen lengths of more than 8 m as single-deck or multi-deck screens. The inclinations of the screen surface are usually between 10 ° and 30 °. Different screen linings can be used. In addition to the eccentric shaft design, circular vibrating screens or elliptical vibrating screens are also used as free-swinging screening machines with a concentric drive shaft, or as high-frequency screening machines with a vibrating screen frame.
The need to avoid very large excited masses, which can be up to 70 t in the case of large double-deck linear vibrating screens with overall weights of up to 120 t, led to the development of directly driven screening machines in which only the screen mesh is made to vibrate. In simple terms, one can assume that such a screening machine requires only half the energy input of a conventional screening machine [2]. However, so far only a few such machines have been used in mining or related fields. Another important development that has already been tried and tested in numerous plants is fine or ultra-fine screens. The non-plus ultra are currently multi-deck high-frequency screens (Fig. 7), which are mostly equipped with PU screen linings with a relatively large open screen area, even in the mesh width range of below 45 μm.
3 Screening machines for iron ore and coal
The crushing and screening systems for iron ore processing vary widely, depending on whether a magnetite or hematite deposit is being mined. While good quality magnetite is now dry-processed, hematite from deposits below the water line requires wet processing due to sticky quartz and clay contaminations. The fineness requirements depend on which method can be used for the concentration of the iron contents and at what fineness the gangue and valuable material can be separated. For hematite ores, comminution to only 25 mm may be sufficient, while magnetite ores require finenesses below 2 mm for liberation of the gangue material [3]. For energy consumption reasons, ores are only comminuted to the extent that is required, and therefore the ore processing produces a coarse and a fine fraction.
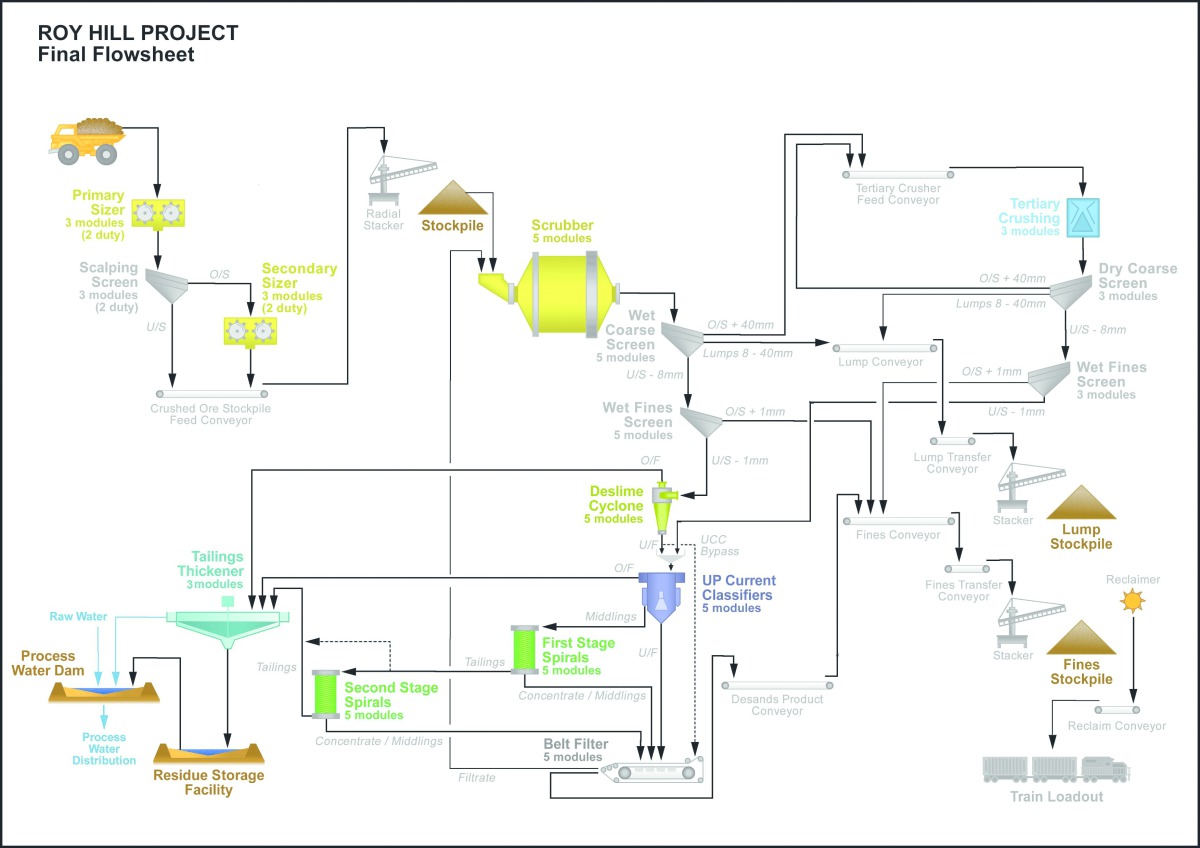
Fig. 8 shows a modern processing plant flow diagram for hematite ore. This is the Roy Hill project in the Pilbara region of Australia, in which Hancock Prospecting Pty Ltd holds a 70 % stake. Marubeni, POSCO and China Steel also own shares in the project. The plant was designed for a rated throughput of 55 million tons per year (Mta). The major part of the mined hematite iron ore is essentially contaminated with clay components and therefore requires wet processing with three comminution stages. A total of 6 parallel lines process 9500 t/h of ore. Screening equipment is installed after the primary crusher, after the scrubber and after the tertiary comminution stage to separate the iron ore into a dry coarse fraction (8 – 40 mm) and a wet fine fraction (> 1 – < 8 mm). The fraction < 1 mm passes through another washing stage.
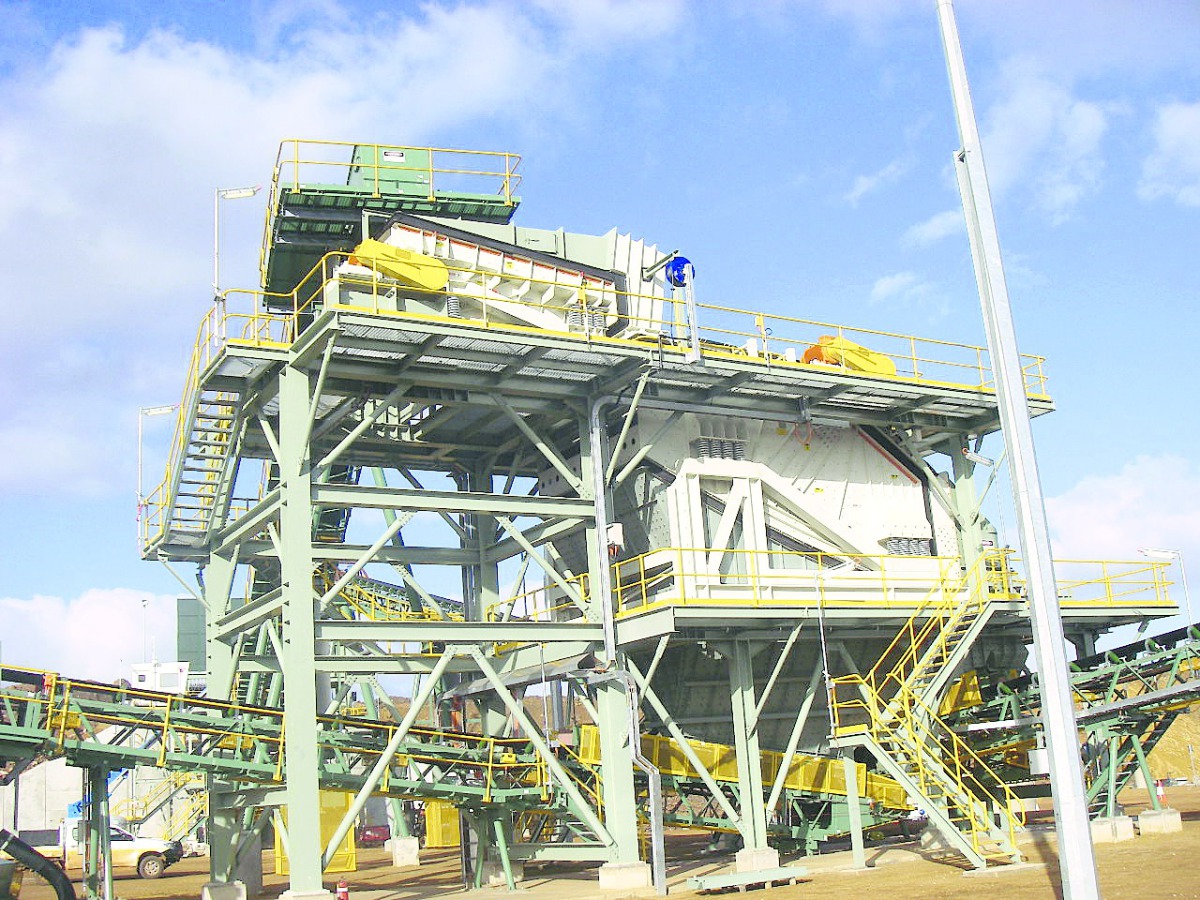
Processing plants such as those of Roy Hill are characterized by a high number of screening devices. In fact, 16 banana screens are used in that plant alone. Fig. 9 shows a 40 Mta iron ore processing plant operated by Vale in the Carajas Mine. The photo shows parallel linear vibrating screens for secondary screening. The feed grain is 0 – 200 mm and the cut size is about 10 mm, which corresponds to a conventional screening operation. The processing of tailings in iron ore beneficiation plants is currently less conventional. The Roy Hill facility employs 5 “up-current” modules (UCC) with spiral classifiers. Today‘s processing plants are increasingly using new-type classifiers, such as FLSmidth‘s REFLUX technology. This allows high separation rates into fractions of 0 – 150 μm and Fe enrichment levels of 60 %.
Coal processing has changed significantly in recent decades. Especially in large coal mines, boiler coal is increasingly extracted by open-pit mining and by so-called surface mining and no longer so much by underground mining. If possible, coal found at depths of up to 90 m is today mined by the open pit method. It is estimated that about 40 % of global coal production is extracted by open pit mining and 60 % by underground mining. However, this usually also means that higher-ash coals are being mined and that the focus has largely shifted to fine coal processing. At the same time, the requirements for metallurgical coal (Fig. 10) have also increased. With regard to the screening technology, the consequences are primarily in the direction of larger mass flows and the processing of earth-moist coal with 0 – 8 % water content, as well as shifts to finer cut points.
In a coal processing plant, the number of different screens may be 50 or more. Many of these are dewatering screens. The classical screening machines include eccentric vibrating screens, which are used either as a pre-separator or for the screening of coarse and difficult-to-screen coals. Such screening machines operate with a load-independent, constant oscillating circuit to counteract material caking and clogging of the screen media. A special design to enable the processing of difficult-to-screen coals is the flip-flow screen (Fig. 11). Depending on the manufacturer, different mechanisms are employed to tension and relax the screen mats, thus generating additional impulses with acceleration values of up to 50 g. The result is higher operational reliability, avoiding the problems caused by clogging and by particle jamming.
As a result of the “clean coal” discussion, coal washing plants are in vogue. The term coal handling and processing plant (CPP or CHPP) is today often used to describe a coal washing plant (Fig. 12). Since the processes in such a plant are largely comparable, more and more standardized plants (MCPP, M = Modular) are being built. Their screening devices serve for classification of the coal size fractions and for dewatering. While coarse coal can be processed relatively easily with operating costs of 1.5 – 2.5 US$/t, washing plants for fine coal (< 0.5 mm) require more sophisticated water and moisture removal equipment and cause operating costs in excess of 5 US$/t [4].
An interesting alternative for the raw coal application in CHPP plants upstream of the slurry screens are the roller screen machines (Fig. 13) from ABON/FLSmidth, which offer a classifying and size-reduction function.
4 Screening machines for metal ores
The screening requirements for the treatment of metal ores such as copper, zinc, manganese, etc. after the primary crushing stage can be seen as a mixture of the requirements imposed on the processing of iron ore and coal. In the field of secondary crushing, however, today‘s requirements have in many cases already shifted much further into the fine range. Fig. 14 shows the screening equipment for a copper ore processing plant operated by Vale in the Solobo mine, which processes 24 Mta of copper ore annually. A crucial feature of this plant is that the secondary crushing is performed by high-pressure roller presses (HPGRs), which already produce a high proportion of fines. The fine fraction serves as a feedstock for the tertiary comminution stage, which employs ball mills, while the oversize fraction is returned to the HPGRs. In the example of Vale‘s Solobo Mine, the material classification is performed by hydrocyclones (Fig. 15) after the tertiary milling and before feeding to the flotation stages.
The situation is similar in the milling and classifying circuits for precious metals such as gold, silver and platinum group metals (PGM). For this reason, the milling and screening circuits are of great importance (Fig. 16). Up to now, hydrocyclones have been considered the non-plus ultra for the classification of the fine and ultrafine fractions of ore processing. An interesting alternative to this is offered by the fine screens marketed by various suppliers. These systems differ greatly from conventional wet screening machines. Astonishingly, these screening machines achieve higher selectivity in the fine particle range of 80 % < 75 μm than conventional hydrocyclones can. This is mainly due to the large open mesh widths of the polyurethane screen fabric that is used. At the currently smallest available screen mesh widths, the open area is still over 35 %. This is analogous to wire meshes, which – however – have a significantly lower service life.
5 Developments in fine screen technology
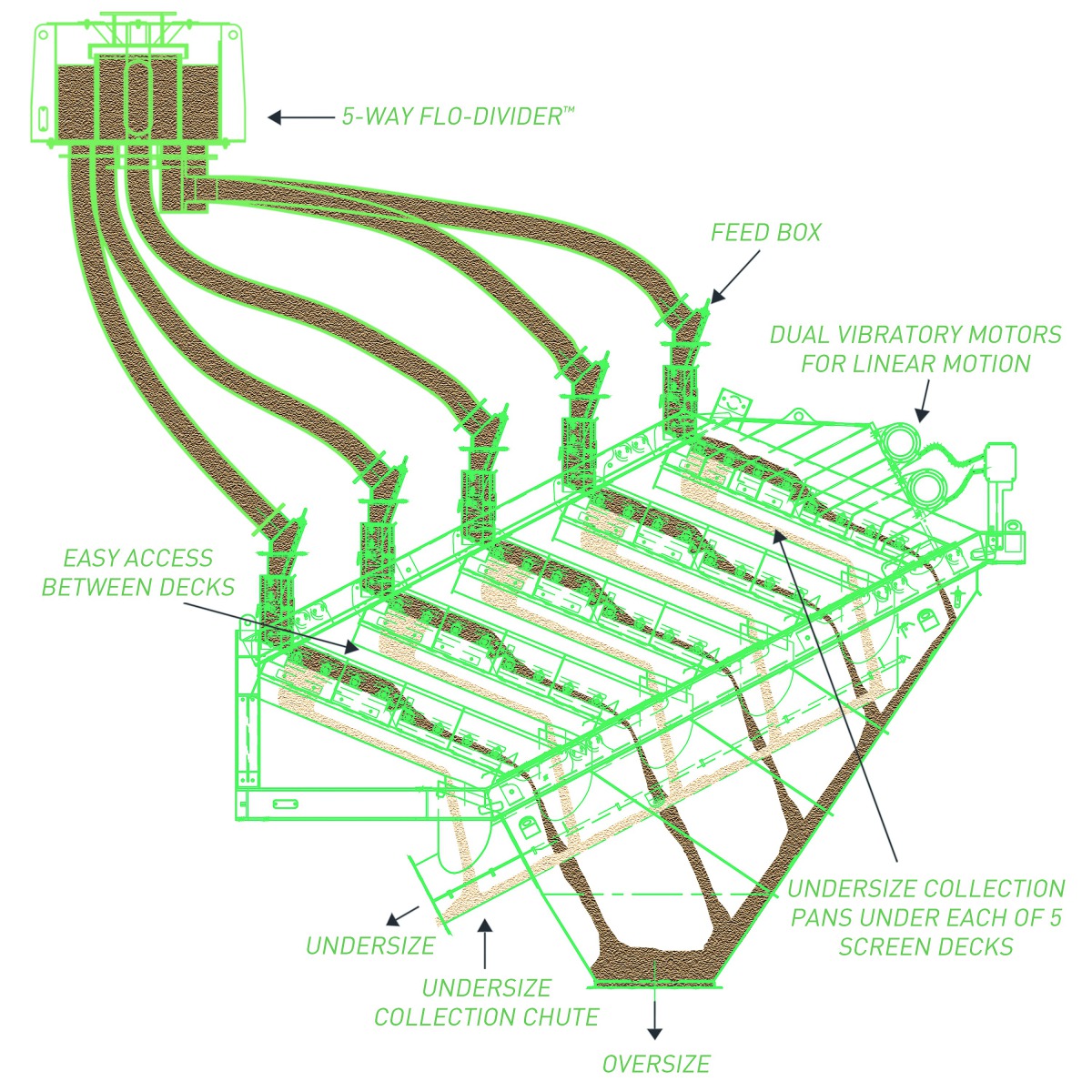
In the field of fine screening systems for particle size ranges below 100 μm in the mining industry, there are now two screening machines on the market, both based on high frequency screen technology. One is the Derrick Corporation‘s Stack Sizer, of which more than 100 units have been sold for fine coal processing alone. Fig. 17 shows the working principle of a Stack Sizer with 5 screen decks. The feed slurry is distributed to 5 individual feed boxes for each screen deck. The screen decks, which operate in parallel, are equipped with high performance polyurethane screen panels. The screen is excited into linear vibrations by two vibratory motors. The high-frequency linear vibration generates an acceleration in the material on the screen, so that the slurry on the screen lining experiences a longer residence time. The finished product flows with the slurry through the screen (screen underflow), while the screen overflow is usually returned to the grinding system. The maximum stack sizer material throughput rates are 350 t/h.
The Ultrafine Screen (UFS) (Fig. 18) from Metso operates in a similar manner to Derrick‘s Stack Sizer. The UFS is available with up to 10 screen decks and a screen surface of 15 m2. All the screen decks are excited by the same vibration unit which generates vibration amplitudes of between 0.6 and 2.5 mm. To ensure a homogeneous distribution of the feed material, an innovative splitter is used. This feeds 2 decks simultaneously and homogeneously. According to Metso, this screening machine is as compact as a hydrocyclone unit, but requires higher investment costs. Compared to the Stack Sizer, the cut size is currently still limited to screens with a mesh size of 75 μm. The Derrick machine has a smallest mesh size of 400 mesh (38 μm).
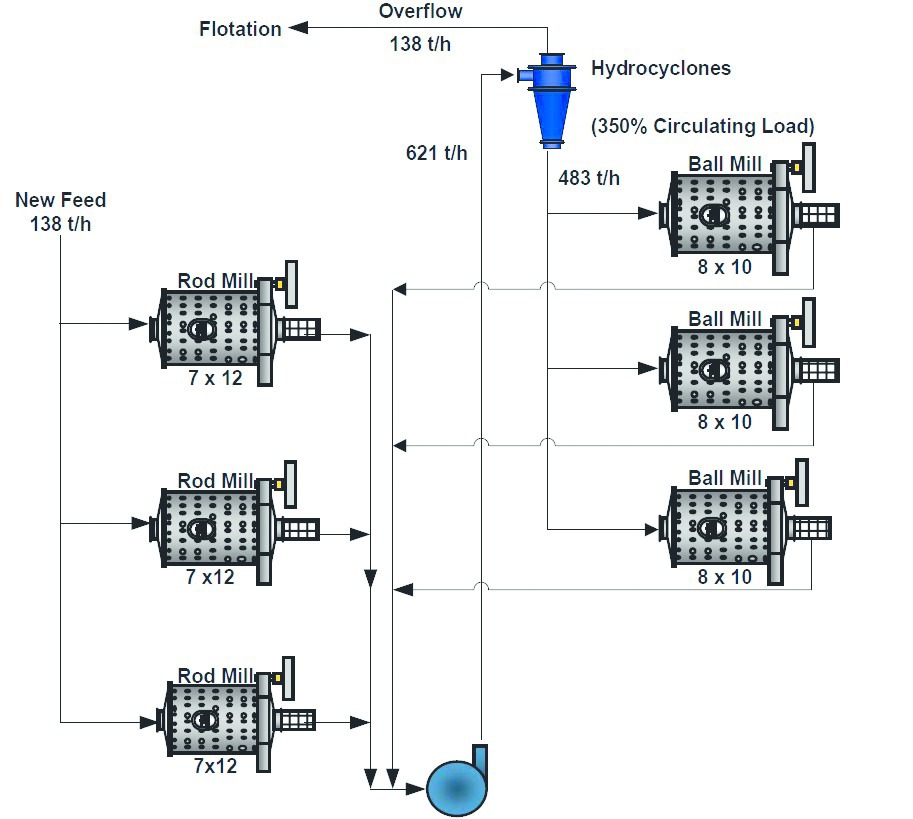
Numerous applications in the mineral processing sector (Fig. 19) confirm the good results of these novel high-frequency screen classifiers. Compared to conventional hydrocyclones, they achieve better cut sizes in the fine grain range, resulting in lower circulating load factors. Fig. 20 shows the savings potential achievable with the Derrick Stack Sizer in the ore processing plant of Sociedad Minera El Brocal in Peru [5]. This plant processes 18 000 t of zinc, lead, copper and silver ores from the Taja Norte and Marcapunta Norte mines daily. The former grinding circuit comprised 3 rod mills and 3 ball mills. In the old mode of operation using a hydrocyclone plant, 138 t/h of fine ore were produced for feeding the flotation stage. The grinding performance was 621 t/h, which corresponds to a circulating load of 350 %.
In the new mode of operation (Fig. 21) employing a total of three 5-deck Stack Sizers from Derrick, a fine ore quantity of 245 t/h is produced for flotation. The combined grinding performance of all rod and ball mills is 392 t/h, which corresponds to a circulating load of 60 %. The overgrinding of the fines was reduced, while the slurry content in the flotation decreased from 18 % to 10 %, which increased the metal yield from the flotation. Furthermore, it is very interesting that despite taking one ball mill out of the grinding circuit the plant still achieved a 9 % higher grinding performance. The overall energy savings were unfortunately not further quantified, but presumably they are substantial. In addition, the copper yield was increased by a considerable 9 % [5]. Further operating results can be found in [6].
6 Prospects
Current developments show that there is a relatively high innovation potential for screening machines, especially when it comes to process integration as well as simplifications and improvements of the treatment processes of the mining industry. The pure mechanical engineering with its distinguishing features such as standardization, wear characteristics, machine lifetime, maintenance options, etc. has not been rendered unimportant by these developments, but no longer has its former significance in purchasing decisions. It is to be expected that further new screening machines with new attributes will come onto the market and that more and more attention will be focussed on fine and ultrafine screening.





