Recognizing the hazards is a key step toward preventing conveyor-related injuries



The belt
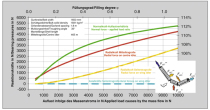
In most applications, a conveyor belt moves at a relatively constant speed, commonly running somewhere between 0.5 and 10 m/s. An Olympic sprinter has a reaction time of about 0.18 seconds (roughly one-fifth of a second) when poised at the starting line and totally focused on the race. If this athlete becomes tangled in a conveyor belt traveling 1.5 m/s, the person would be carried 0.27 m before even realizing what has happened.
A ’regular’ worker would likely require a longer time to react. For simplicity’s sake, we can assume it would be twice the athlete’s reaction time, so the worker would be pulled twice as far, introducing the potential to strike many more components or to be pulled farther and harder into the first one. In addition, most conveyors are engineered with the ability to start remotely. The system may go from dormant to active at any time at the push of a button, and that ability can suddenly catch a worker unaware, leading to serious injury or death.
Another problem could be the tension that may remain in the belt in form of stored energy after the conveyor belt has stopped. A system under tension will always try to release this energy. This release will likely come in the form of a pulley slip, which occurs when the belt slides around the head pulley to equalize the tension. If a worker is on the belt or close enough to be pulled in during this sudden release of energy, injuries or death can occur.
The system
“There’s a simple rule of thumb regarding conveyors: If it’s moving, don’t touch it,” Martin Engineering Process Engineer Dan Marshall says. “The most common way to prevent inadvertent contact is with suitable guarding that renders the moving components inaccessible.” For maintenance or repairs, procedures for lockout/tagout/blockout/test-out should always be followed when working on a stationary conveyor, and systems should be equipped with anti-rollback devices (also known as backstops) on the head pulley.
Many of the moving parts on a conveyor belt system are rotating components. These parts include idlers, drive shafts, couplings, pulleys and speed sensors. Items rotating at a high speed pose the risk of entanglement or entrapment. And there are pinch points such as stringer, chute walls and deflectors. “All moving machine parts should be guarded with adequately constructed, properly installed, functioning and well-maintained guards. Workers should not be able to reach around, under, through or over the barrier separating them from moving components,” said Marshall.
Many of the fatalities around conveyors have happened during the cleaning process. The need to shovel, sweep or hose off fugitive material or accumulations puts the worker often too close to the conveyor system. Also airborne dust can cause numerous health risks or lead to explosions. Categorized as either respirable or inhalable according to particle size, dry, solid dust particles generally range from about 1 – 100 µm in diameter. According to the EPA, inhalable coarse particles are 2.5 – 10 µm in size. They are typically caught by the human nose, throat or upper respiratory tract. In contrast, fine respirable particles (under 2.5 µm) can penetrate beyond the body’s natural cleaning mechanisms (cilia and mucous membranes), traveling deep into the lungs and causing long-term or chronic breathing issues.
Knowing the hazards
Until recently, the engineering of belt conveyors to carry bulk materials hadn’t changed much in the last half-century, despite the fact that virtually every requirement for safety, regulatory compliance and production performance has been raised during that time. Standards continue to tighten and industry best practices now often exceed government requirements.
“Using these new and emerging technologies, even poorly performing conveyors often don’t need to be replaced or rebuilt, but merely modified and reconfigured by knowledgeable and experienced technicians installing the right modern equipment,” Marshall concluded. “Specialized conveyor training and trusted resources from global suppliers are helping to raise operator awareness to make conveyor systems cleaner, safer and more productive.”