Reducing the load of dust by safely loading

 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
 © Lutze Gruppe
© Lutze Gruppe
Many production plants have big issues with big amounts of dust and the unpreventable resulting problems. The material that is conveyed from one end of the production to the other spills over to the sides and has an influence on the entire working environment (Fig. 1). The conveyor system and all connected parts get covered in fine dusty material and over time it will build up to the point where it can negatively influence the production process or even create a fire and explosion hazard.
To avoid this, companies often decide on taking the easiest approach: cleaning it up (Fig. 2). Regularly. Over and over again. A person from the existing staff is chosen and appointed the glamorous task of shoveling, brushing, wiping, vacuum-cleaning or even blowing away the material from all the areas it should not have gotten to in the first place.
This of course only partially solves the problem of the contaminated machine parts and the production environment. Once the dust has been airborne and started traveling through the production, it will eventually find its way into even the smallest corners and gaps. Often the employees trusted with this honorable task helps themselves with pressured air to free hard-to-get-to areas like that from the dust. Even though this might work, it again increases another problem the dust is causing: an unsafe working environment.
To protect the employee that is cleaning up the mess, the superior will insist on protective gear, like a disposable overall suit combined with goggles, dust or even filtered masks, gloves and shoe covers. With all of this personal protective equipment (PPE) the dedicated cleaner is now able to thoroughly clean without having to pay too much attention anymore to avoiding the dust getting airborne again. Due to the likelihood that this monotonous task is to be performed in addition to other tasks, there is a tendency to rush and produce more dust once again. This easily leads to more parts of the production suffering dust contamination.
It wouldn’t be the first company to create a “cleaning shift” where all employees get into the full body safety suit and clean together. If it is not possible to do this separately, health, safely and environment (HSE) measures have to be added and employees working in all shifts need to wear glasses and masks during the entire working day.
This effort is not only an organizational challenge and a health risk, it also has large associated costs, including PPE, cleaning utilities, cleaning shifts, additional external cleaning personnel, as well as increasing wear of all parts, machinery and workshop components. Maintenance intervals need to be shorter and more moving parts need to be replaced regularly.
In quality management there is a simple rule: The earlier a mistake is being identified, the cheaper it is to fix it. If you are only made aware of a faulty product by the end customer, there will be a large number of claims that need to be taken care of immediately. Textbooks suggest to walk through the process backwards and identifying the root of the problem. Adjusting a small step in the production might already help solve the issue.
Since the dusty material itself cannot be changed, looking at the process in this scenario of the dust contaminated company, the same principle will help solve this problem. Moreover, it will be much cheaper than the extensive cleaning measures. If the process is being followed in reverse, the production manager will soon find that transfer points in the conveyor system are the main source of all airborne particles. Water mist can be used to suppress dust by binding particles before they can spread. But not all environments, materials or processes allow water to be added to the product.
In these cases, looking at the transfer point between two conveyor belts can provide ideas for possible improvement. Depending on the speed, height, and characteristics of the dusty material, this spot is causing much of the exposed air contamination. If the height and way of transferring itself cannot be changed, the design of this critical point can be adjusted to minimize unnecessary dust creation.
Spillage over the sides is something that is being avoided in most conveyor installations by default. Rubber or polyurethane skirting is clamped either on the loading point or along the entire length of the belt (Fig. 3). This at least will reduce the loss of material to the sides.
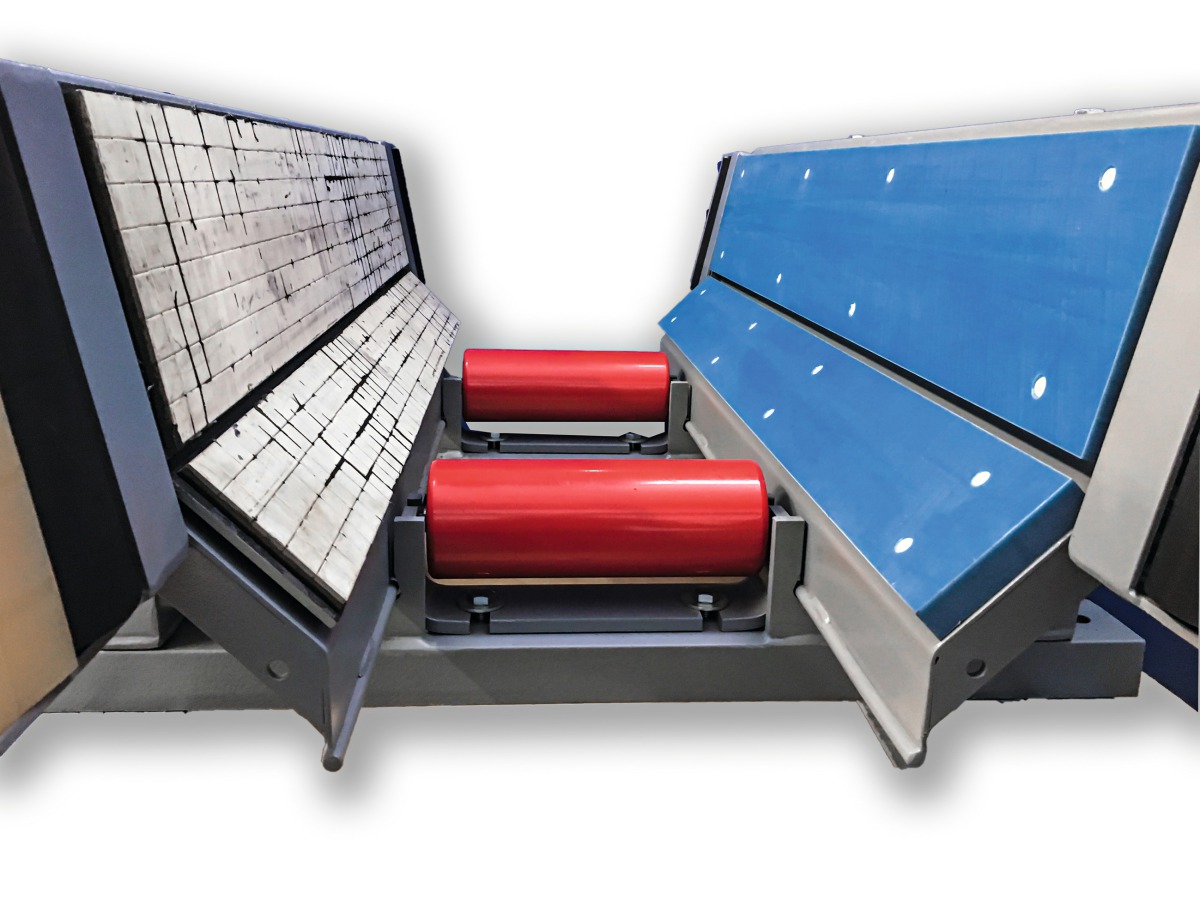
However, the finer the conveyed material, the more likely it will escape some imperfections in the sealant. Gaps of the belt caused by sagging between two rollers can be enough for dust to blow though (Fig. 4). Supporting the belt with glide or impact bars instead of rollers will solve this issue immediately and in addition will be more gentle on the belt. If an existing roller station is causing these issues, adapters can be used to continue using the same steel framed structure and simply replacing the rollers with bars.
Rubber is the most common material for side skirting. It is important to use rubber compounds meant for this purpose only. If the side sealing is more wear resistant then the belt it is likely to damage the belt. Old rubber belts with fabric inlays should never be recycled for this purpose. The fabric will cause too much friction and the conveyor belt will be split into two pieces in a very short amount of time.
Once the sides are sealed off properly and it’s assured no material spills over the edges after the transfer point, the attention should then be directed towards the relaxation zone: The distance the dust needs to calm down and settle on the belt after the transfer point. This area should also be sealed off so the dust does not have a chance to uncontrollably move through the air. Metal covers are the most common solution for this.
Lastly the transfer point itself can be looked at. The flow of material can be directed with a polyurethane or rubber hose (Fig. 5). The open space between the fixed chute and the belt construction can be sealed with sealed with dust cloth. Dust cloth is a thin rubber sheeting material which is flexible enough to provide a durable seal between to differently moving/vibration parts. The thin lightweight material can be easily cut to size, tensioned by hand and clamped to metal edges welded to the sides.
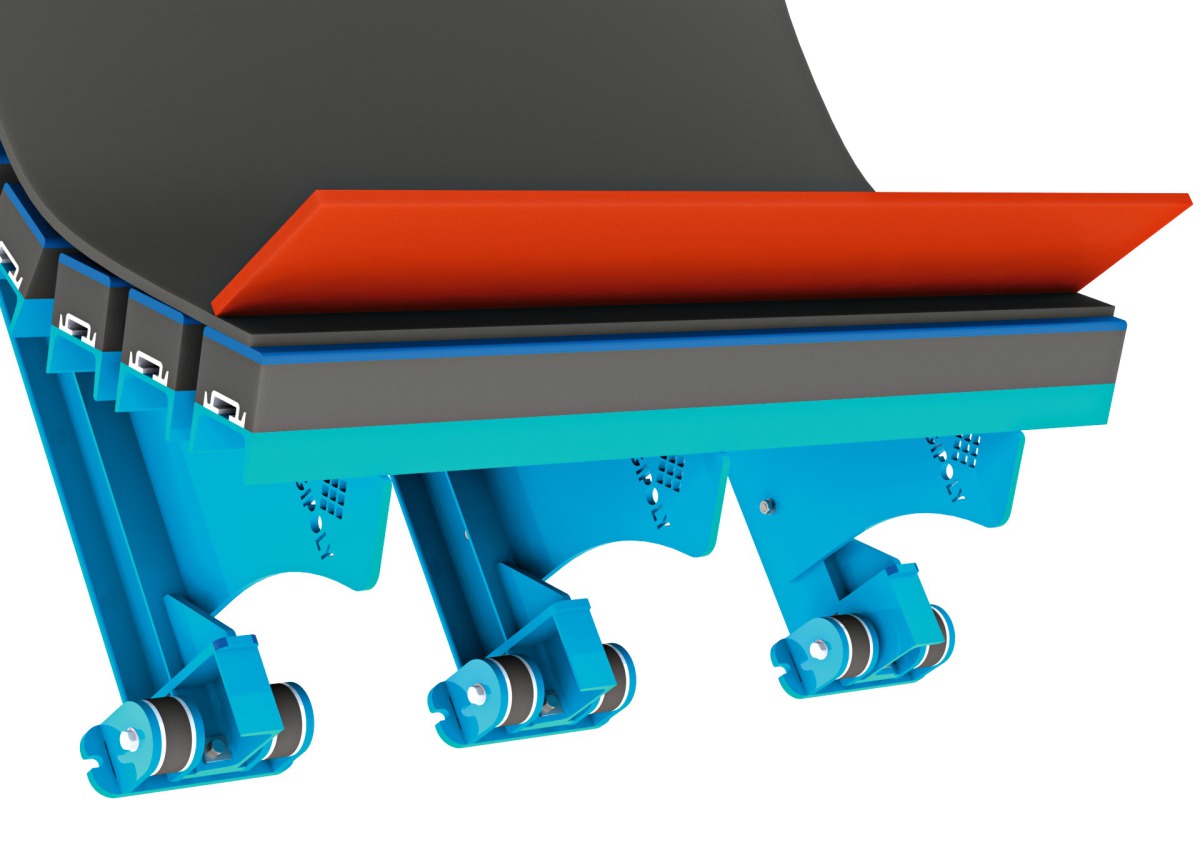
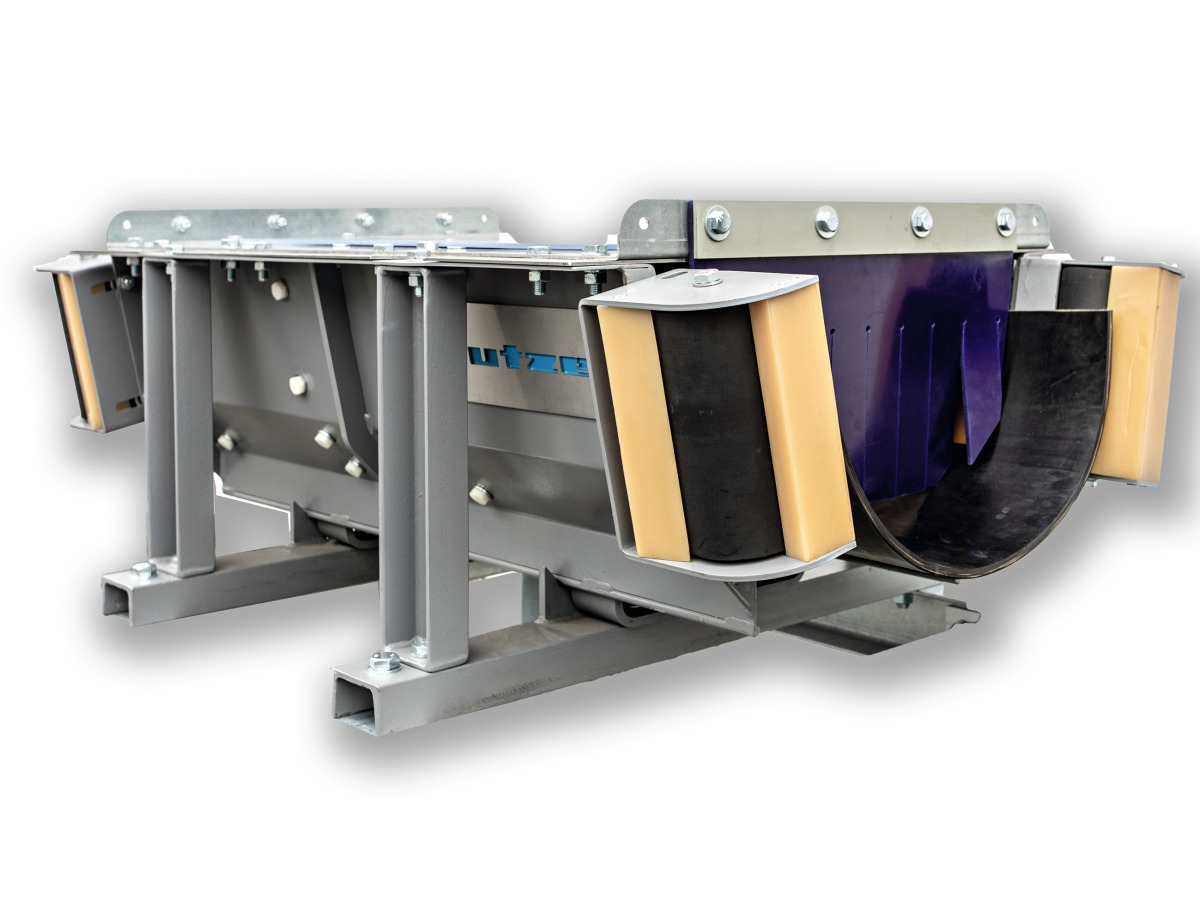
All of these individual tweaks are very minor changes, but they can be installed quickly with little effort and financial investment. All of them together though can add up to a challenging modification in an existing conveyor system. With SafeLoad (Fig. 6) Lutze has created a completely sealed transfer point that combines all of these measures.
The module concept allows it to be adjusted individually to each installation (Fig. 7). A double sealing curtain prevents dust from escaping on both the entrance and the exit side of the system. An additional metal trap avoids rolling back of material to escape the system backwards. Inside of the modules the conveyor belt is being troughed up to about 70 ° and allows a tight side sealing. Glide bars made from polyethylene or ceramics are interchangeable and assure minimum friction. Dust cloth is being used to seal off the lid of the modules towards the feeding part of the transfer point. Individually added modules assure enough distance for the relaxation of the turbulent material.
After having installed many modules at world market leading companies in the steel and gypsum industry, Lutze has sharpened their engineering expertise furthermore and created advantages compared to all known alternatives. In each of the dozens of installations, specialized mechanics have training more junior technicians with the help of our engineers and supervisors. The result is a broad network of skilled technicians that can provide a quick and professional installation in addition to the other services they accomplish around the conveyor belt. The back office including engineers, planners and administration help to run the project as smooth as possible. For bigger jobs or short time frames, it is possible to gather Lutze employees from multiple locations in all countries Lutze is active in. A centralized organization assures easy communication with the customer. All of this also means that after the installation customers always will have the possibility of getting service on site quickly, if they are for example adjusting the material flow or have to re-design parts of the production.
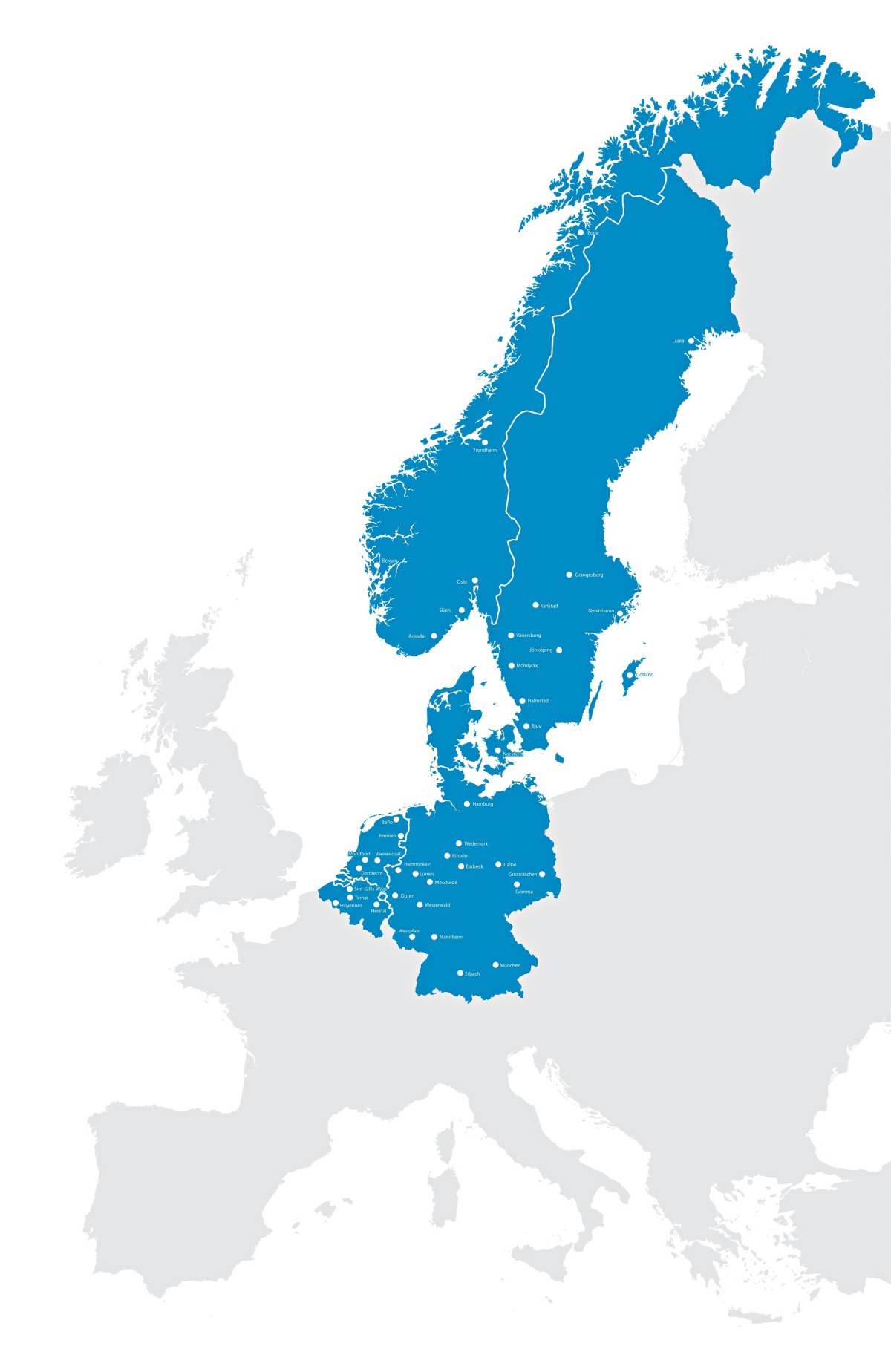
Out of Lutze’s 450 employees more than 350 are technicians, based in over 40 locations in Europe (Fig. 8). The Lutze group offers its industrial partners an extensive service and product offering. All conveyor components for conveyor belt systems such as belts, rollers, drive and turn pulleys, scrapers, waterproofing systems and wear protection components for all heavily used parts are included in the program. If necessary, solutions are manufactured individually for customers and all accessories are supplied.
Innovations in the material conveyance sector include highly sophisticated solutions for wear protection, sound insulation and dust emission. In the search for new solutions, hypothetical problems from practical situations in which caking or wear play a large role are thoroughly analyzed. Together with the clients, new technological possibilities which lead to sustainable improvements are developed. They help to achieve measurably improved durability and optimized functionality of the plants in multiple application areas.
Author:
Andrzej Grabianowski, Head of Product Management
Lutze Group, Einbeck/Germany
www.lutze-group.com
After studying industrial engineering with a focus on plastics and production technology, Andrzej Grabianowski worked as a developer of the conveyor belt repair material LUWIREP® and as a product manager. He also dedicated himself to global dealer support.





