Sensor-based sorting of mineral waste and raw materials

 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © OptoSort GmbH/IAB Weimar gGmbH
© OptoSort GmbH/IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
 © IAB Weimar gGmbH
© IAB Weimar gGmbH
Summary: Scarce natural resources are moving the transformation of construction and demolition waste into secondary raw materials and new products into the focus of the industry. Sensor-based sorting processes are predestined for the necessary identification of defined contaminant particles on the way to pure material streams. The article reports on sorting results with a free-fall sorter equipped with near-infrared sensor technology and color detection arranged on both sides of the material flow.
1 Sorting systems in the recycling economy
Concomitant with the rapid development of computer technology and significant advances in sensor engineering, the development of sensor-supported sorting processes has been observed since the mid-1980s. In waste processing, the introduction of sensor-based processes began with the sorting of waste glass on channel sorters. Since then, the performance of the machines and equipment has been continuously improved. Today, the detectors used range from visual spectroscopy to X-ray fluorescence spectroscopy. The particle size range in which the sensor-based processes are applied is also steadily further developing. The lower limit currently stands at 1 mm for sorting ceramics, porcelain and stones from waste glass [1; 2]. But there are also examples of the optical sorting of large and heavy fragments with a mass up to 2 kg [3].
In the recycling economy, sensor-based sorting is indispensable today – for example for the recovery of secondary raw materials from mixed plastics or for the separation of recyclables from mixed paper waste. It forms the basis for the realization of material cycles. In contrast, sensor-based sorting is still found only rarely in the recycling of construction waste, although it is the only process offering the possibility to separate different types of mineral construction materials from each other.
As a key player in sensor-based sorting, OptoSort GmbH has developed “Apollo”, a freefall sorter. Its efficiency in sorting construction waste has been analysed by the company IAB Weimar gGmbH in wide-ranging sorting and separation tests. The results presented here refer to the detection of components in waste construction material mixes with the help of near-infrared (NIR) technology and the separation of the mixes based on this. Colour sorting as another option that can be realized with the “Apollo” or the combination of the two detection options is currently undergoing tests and discussed in a later paper.
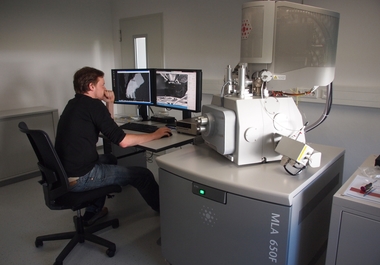
2 Features of the sorter
The “Apollo” freefall sorter (Fig. 1) is a “channel machine” in accordance with the classification introduced by Pretz and Julius [4]. A vibrofeeder is first used for the singularization and uniform distribution of the recyclate feed over the entire 600 mm working width of the sorter. From there, the stream of material is transferred to an inclined channel, where it is further accelerated and the particles singled. During freefall of the feed below this channel, the particles are inspected. For inspection, it is possible to combine colour detection and hyperspectral NIR technology with each other. Sensors arranged on both sides of the material stream scan two opposite surfaces of each particle. This setup is essential for sorting construction waste, making provision for the fact that coarse particles in construction waste can consist of several components. For instance, particles of mortar or plaster often stick to wall construction materials, and these cannot be detected with only one-sided detection.
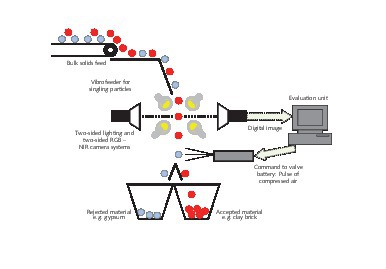
The technical layout of the individual machine groups in the recycling test centre at IAB Weimar gGmbH begins with feed of the mix to be sorted on the “Material feed” level (Fig. 2). From there, the material is transferred on the vibrofeeder to the “Sorting machine” level. The materials are identified in the freefalling stream of material, with colour recognition and hyperspectral near-infrared (NIR) scanning being performed individually or in combination with each other. In either case, sensors on the two sides of the material stream scan two opposite particle surfaces. Depending on the scanning results, at the “Material discharge” level, the particles are either discharged by means of compressed air as “rejects” or leave the sorter in freefall as “accepts”. To minimize the consumption of compressed air, generally the material present in smaller concentrations in the feed mix is “blown out” of the material stream.
The sorter is suitable for sorting particle sizes from 8 mm to 75 mm with a maximum particle size ratio of 1 : 4. For example, 8/32 mm or 16/64 mm fractions can be sorted.
3 Results of selected sorting tests
In the processing of construction waste, different sorting tasks must be completed. On one hand, it may be necessary to remove an impurity from a mix of construction waste to make the mix usable for defined applications. Frequently occurring mineral impurities include gypsum or lightweight building materials like aerated or lightweight concrete. As a non-mineral impurity, wood can also be contained, but this cannot generally be removed completely with conventional dry sorting techniques.
On the other hand, the recovery of useful materials from construction wastes is often required. For example, the recovery of unmixed brick particles from building rubble is of great interest because these can be used in vegetation technology. For recycled aggregates, which play an important part in the production of R-concretes, a defined composition must be maintained. With the help of sensor-based sorting, the composition can be selectively modified to meet relevant specifications.
In the extraction of raw materials for the production of construction materials, their extraction is generally controlled such that starting materials meeting requirements are produced. Where raw materials are becoming scarce, as apparent in the gypsum industry, sorting can help to selectively control the composition of previously unusable raw materials so as to make these usable for subsequent production of construction materials.
3.1 Removal of gypsum from a building rubble mix
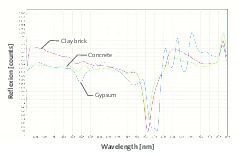
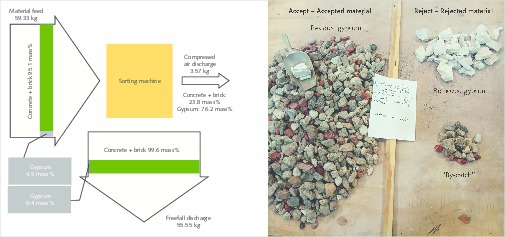
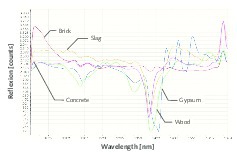
The starting material was a mix of building rubble consisting of brick, concrete and gypsum in the size range 22.4/63 mm. The gypsum content, which made up 4.9 mass%, would not only have made recycling impossible, it would also have made landfilling difficult. Prior to sorting, the NIR spectra of the construction materials to be separated were captured (Fig. 3) and the sorting program taught to detect these materials. Then around 60 kg mix was fed to the “pre-taught” sorter for separation. The gypsum content remaining in the product after it had passed through the sorter was determined by means of visual inspection based on manual sorting analysis. The result of the sorting – shown as a balance in Fig. 4 – shows that the gypsum content could be reduced considerably. With the remaining 0.4 mass% gypsum in the accepted product discharged on freefall, application of the product in unbound base courses in road construction is possible.
3.2 Separation of a brick-concrete mix
The starting material was a mix of building rubble consisting of brick and concrete. In this case, concrete was the impurity to be detected by means of NIR sensors and then discharged with the help of compressed air. The feed mix was a 22.4/63 mm fraction, which corresponds to a particle size ratio of around 1 : 3. The NIR spectra were again used as the distinguishing feature (cf. Fig. 3).
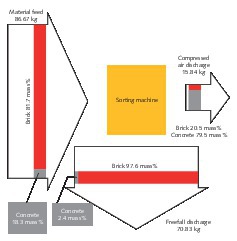
The brick content in the starting mix accounted for 81.7 mass%. The content of concrete was 18.3 mass%. With sorting, the brick content could be increased to 97.6 mass%. 2.4 mass% concrete remained as “bycatch” in the product (Fig. 5). Accordingly, the brick content could be increased considerably compared to that in the starting material. As a result, use of the recovered sorted material for greening roofs would be possible.
3.3 Production of spec-compliant recycled aggregate
This starting material was a building rubble mix consisting of tunnel rubble, which, besides concrete as its main component, contained brick, slag, gypsum and wood. The sorting objective was the production of concrete chippings with a composition fulfilling the requirements for Type 1 recycled aggregates as specified in DIN 4226-101 (Table 1, Fig. 6). For this reason, all components that do not consist of concrete, mortar or natural rock are regarded as impurities.
In the sorter teaching phase, representatives of the different components were first removed and their NIR spectra determined (Fig. 7). Based on these, the sorter was configured. Brick, slag, gypsum and wood were to be detected as impurities and discharged by means of a pulse of compressed air. The recycled aggregate is the accepted material.
In the starting mix, the contents of the material groups Rc and Ru as well as Rb already met the requirements. With the help of sorting, the slag and wood contents were reduced considerably so that after sorting a recycled aggregate complying with specifications was produced (Table 2, Fig. 8).
3.4 Separation of a gypsum-anhydrite mix
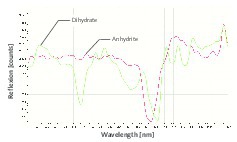
Against the background of the increasing scarcity of gypsum raw materials, the separation of gypsum and anhydrite mixes opens up a realistic prospect to extend raw material availability for the gypsum industry. Separation is based on the clear differences in the NIR spectra of the two minerals (Fig. 9).
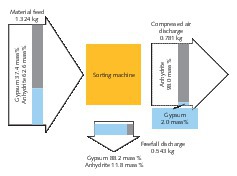
The tests with the freefall sorter were performed on the 16/45 mm fraction, which consists of 62.6 mass% anhydrite and 37.6 mass% dihydrate. With the sorting process, the anhydrite content in the material discharged with compressed air could be increased to 98.0 mass%. The gypsum went into the freefall discharge, which contained 88.2 mass% dihydrate (Fig. 10). With the obtained anhydrite content, the qualitative requirements for plant-internal processing of waste pile material are met.
4 Conclusion
In this paper, a report is presented on sorting tests on mineral construction waste with the “Apollo” freefall sorter. The standout feature of this sorter are the pairs of sensors arranged on two sides of the material stream, with which opposite particle surfaces are scanned so that any adhesions or coatings can be detected. Identification of the particles is based on colour recognition and/or NIR spectra, as in the case described here. For this purpose, the spectra of phenotypical representatives of the components are first captured, and then used to teach the sorting program to detect these materials.
Objectives of the sorting tests conducted included the
Separation of gypsum from a construction rubble mix
Separation of a brick-concrete mix
Production of a spec-compliant recycled aggregate
Separation of a gypsum-anhydrite mix
In all cases, thanks to the sorting process, quality improvements could be achieved that enable material-appropriate reuse.
Literatur • Literature
[1] Bayer, W.: Altglasaufbereitung: Farbsortierung und vollautomatische Qualitatskontrolle in Theorie und Praxis. Glastechnische Berichte. Glass Sci. Technol. Vol. 69, 1996, Nr. 1, S. N1-N.7
[2] Dornauer, R.; Pramer, J.; Huber, R.: Möglichkeiten und Anwendungen neuester VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen. www.vivis.de/phocadownload/Download/2016_RuR_611-620_Dornauer.pdf vom 06.04.2017
[3] Coppers, M.; Duddek, K.: Optische Sortierung großer und schwerer Teile. Gesteinsperspektiven. Heft 7, 2008, S. 46-49
[4] Pretz, T.; Julius, J.: Stand der Technik und Entwicklung bei der berührungslosen Sortierung von Abfällen. Österreichische Wasser- und Abfallwirtschaft. Heft 07-08/2008, S. 105-112
[5] DIN 4226-101: Rezyklierte Gesteinskörnungen für Beton nach DIN EN 12 620 – Teil 101: Typen und geregelte gefährliche Substanzen. DIN Deutsches Institut für Normung. Beuth-Verlag. Berlin 2017
Author:
Dipl.-Ing. (FH) Sebastian Müller, IAB – Institut für Angewandte Bauforschung Weimar gGmbH, Weimar/Germany
After his vocational training as an industrial mechanic (1999), Sebastian Müller completed his diploma studies in environmental engineering, specializing in recycling, at the University of Applied Sciences Jena (until 2009). From 2008 to 2009 he worked as a research assistant and diploma student at the Fraunhofer Institute for Solar Energy Systems ISE, in 2010 for the environmental office of the city of Bamberg as an environmental engineer. From 2011 to 2019 Sebastian Müller worked as an environmental and project engineer at Ferchau Engineering and Luft- und Thermotechnik Bayreuth GmbH, respectively. Since October 2019, he has been a research associate at IAB Weimar gGmbH with a focus on building materials recycling.
Other authors:
Prof. Dr.-Ing. habil. Anette Müller, Dipl.-Ing. Ines Döring, Dr.-Ing. Ulrich Palzer
IAB – Institut für Angewandte Bauforschung Weimar gGmbH, Weimar/Germany