Trends in der Minenindustrie

 © BHP Billiton
© BHP Billiton
 © Brook Hunt
© Brook Hunt
 © SRK Consulting
© SRK Consulting
 © Metso Outotec
© Metso Outotec
 © Metso Outotec
© Metso Outotec
 © Metso Outotec
© Metso Outotec
 © CITIC
© CITIC
 © FLSmidth
© FLSmidth
 © thyssenkrupp
© thyssenkrupp
 © Metso Outotec
© Metso Outotec
 © thyssenkrupp
© thyssenkrupp
 © Metso Outotec
© Metso Outotec
 © FLSmidth
© FLSmidth
 © Metso Outotec
© Metso Outotec
 © Metso Outotec
© Metso Outotec
 © FLSmidth
© FLSmidth
 © Glencore
© Glencore
 © Loesche
© Loesche
 © Loesche
© Loesche
Zusammenfassung: Die abnehmende Qualität von Ressourcen wird zunehmend zum Problem im Bergbau. Mit verminderten Qualitäten steigen die Abbaumengen, der Energieaufwand wächst exponentiell und entsprechend steigen die Aufbereitungskosten. Dies alles summiert sich insbesondere bei den Mahlverfahren, die bei der Gewinnung metallischer Rohstoffe eine Schlüsselrolle einnehmen. Im nachfolgenden Beitrag soll dargestellt werden, welches die Herausforderungen sind und was moderne Mahlverfahren zur Lösung beitragen können.
1 Einleitung
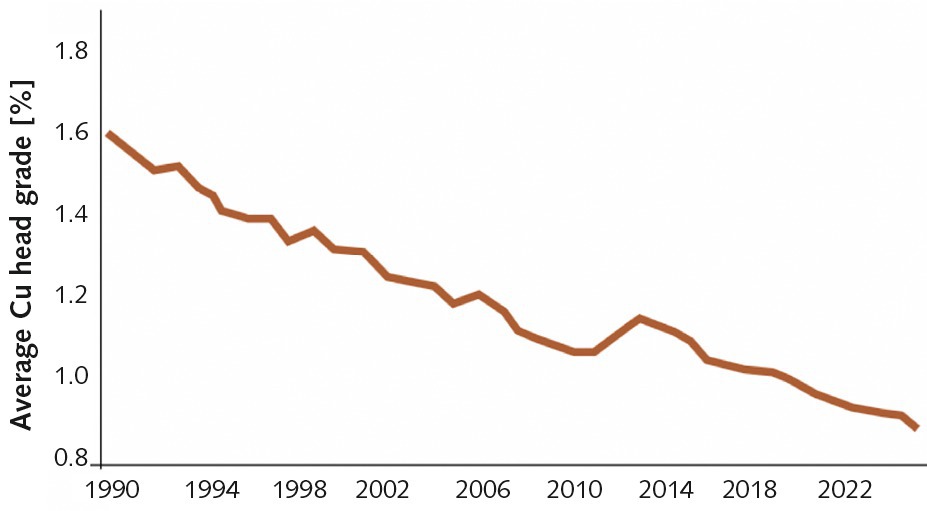
Erzlagerstätten mit hohen Wertstoffgehalten werden inzwischen rar. Bei einigen Erzen ist die Abnahme der Metallgehalte so signifikant, dass für einen ausreichenden Erzaufschluss eine Vermahlung auf Korngrößen kleiner 80 Mikrometer (µm) und darunter erforderlich ist [1]. Bild 1 zeigt einen Ausblick auf den durchschnittlichen Kupfergehalt in den weltweiten Erzaufbereitungsanlagen, der seit 1990 um fast 0,7 % Cu/t Erz auf 0,9 % Cu/t Erz abgenommen hat. Für das Jahr 2030 wird nur noch ein durchschnittlicher Erzgehalt von 0,8 % Cu/t Erz prognostiziert. Chile als führende Nation bei der Kupfererzgewinnung ist davon besonders betroffen, da dort die meisten Minen schon seit Jahren ausgebeutet werden [2]. Tabelle 1 zeigt, wie allein bei BHP Billiton die Kupfererzgehalte im letzten Jahr in zwei ihrer größten Minen in Chile abgenommen haben und welche Auswirkungen das auf die Fördermengen hatte.
Die Auswirkungen auf die Cash-Kosten sind beträchtlich, wie eine Erhebung der chilenischen Kupferkommission Cochilco zeigt. In der Kostenbetrachtung für den Vergleichszeitraum 1. Quartal 2018 und 1. Quartal 2019 ergibt sich ein Anstieg der Cash-Kosten von 136,1 US$/lb (61,7 US$/kg) auf 138,0 US$/lb (62,6 US$/kg). Die Kostenerhöhung von 1,9 US$/lb (0,9 US$/kg) macht zwar nur eine Steigerung von 1,4 % aus, entscheidend ist aber die Zusammensetzung der Kosten (Tabelle 2). So steigen die Kosten für den Säureverbrauch, andere Verbrauchsmaterialien und Energiekosten überproportional, während bei den Servicekosten, Löhnen und der Weiterverarbeitung der Konzentrate sogar Kosten eingespart werden konnten. Fallende Kupfererzgehalte wirken sich somit auf die Energiekosten und die Verbrauchskosten aus.
Niedrigere Erzgehalte erfordern primär höhere Materialdurchsätze (ROM) in den Minenbetrieben, um gleiche Mengen an Metallausbeuten zu erhalten. Dies wirkt sich insbesondere auf die Mengen in den Mühlenkreisläufen aus. Ein weiterer wichtiger Einfluss entsteht, wenn feiner vermahlen werden muss. Letztlich entscheiden fallende Erzgehalte und der Grad der Vermahlung, die bereits heute bei weitem den größten Energieaufwand in der Erzaufbereitung verursachen [3], nicht nur über die Energiekosten, sondern auch über die Verbrauchskosten (Mühlenverschleiß, Verbrauchsmaterialien für die Flotation und die Haufenlaugung). Die Bedeutung der Mahlverfahren wird auch dadurch deutlich, dass der Wartungsaufwand einer Aufbereitungsanlage in erster Linie durch die Wartungsperioden der Mühlen vorgegeben und beeinflusst wird.
2 Fokus Mahltechnik
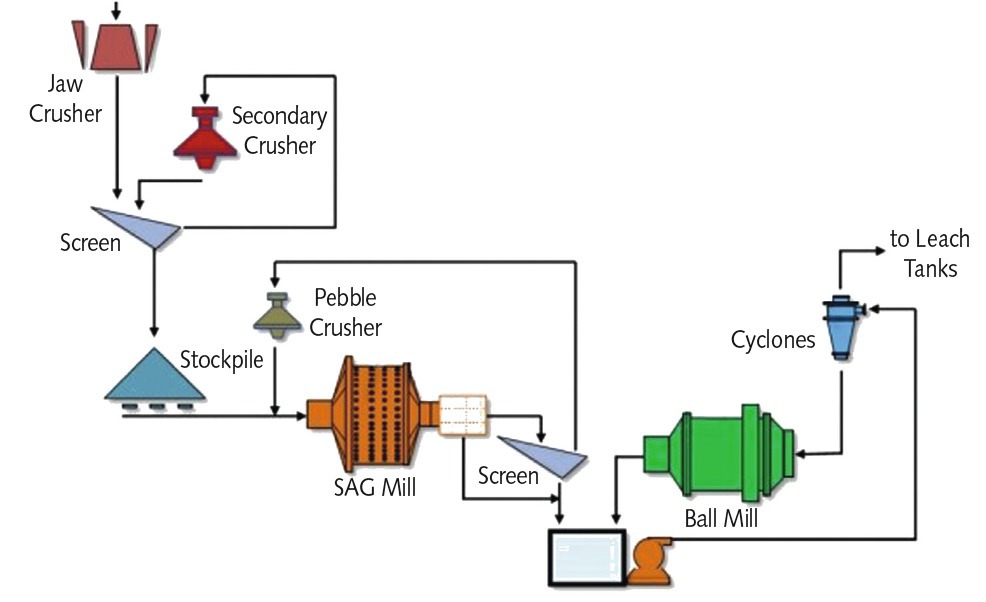
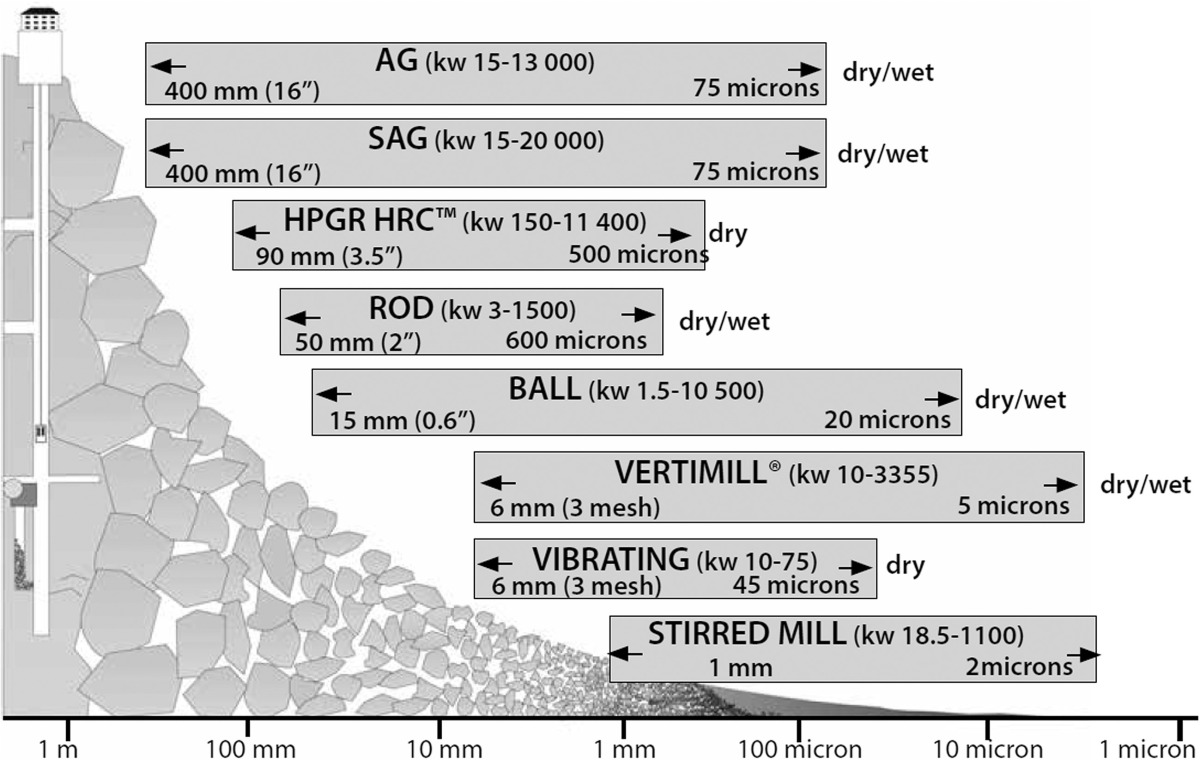
Um Erze von Korngrößen mit mehreren Metern auf den Mikrometerbereich zu zerkleinern, werden Brecher und Mühlen in mehreren Stufen miteinander kombiniert (Bild 2). In jeder Stufe ist nur ein relativ kleiner Abbaugrad möglich. Mit dem Abbaugrad wird das Verhältnis von Aufgabekorngröße bezogen auf die Endkorngröße der Stufe bezeichnet. Während mit konventionellen Brechern nur relativ kleine Abbaugrade von 3 – 10 erreicht werden, können diese bei bestimmten Mühlentypen bis zu 1000 und mehr betragen. Bild 3 zeigt die unterschiedlichen Mühlentypen in Abhängigkeit ihres wichtigsten Einsatzbereiches und die entsprechenden möglichen Aufgabe- und Endkorngrößen [4]. Die typischen verwendeten Mühlentypen in der Erzaufbereitung sind Autogen (AG)- und Semiautogen (SAG)-Mühlen zusammen mit Kugelmühlen, um z.B. Korngrößen unterhalb von 100 µm zu erreichen.
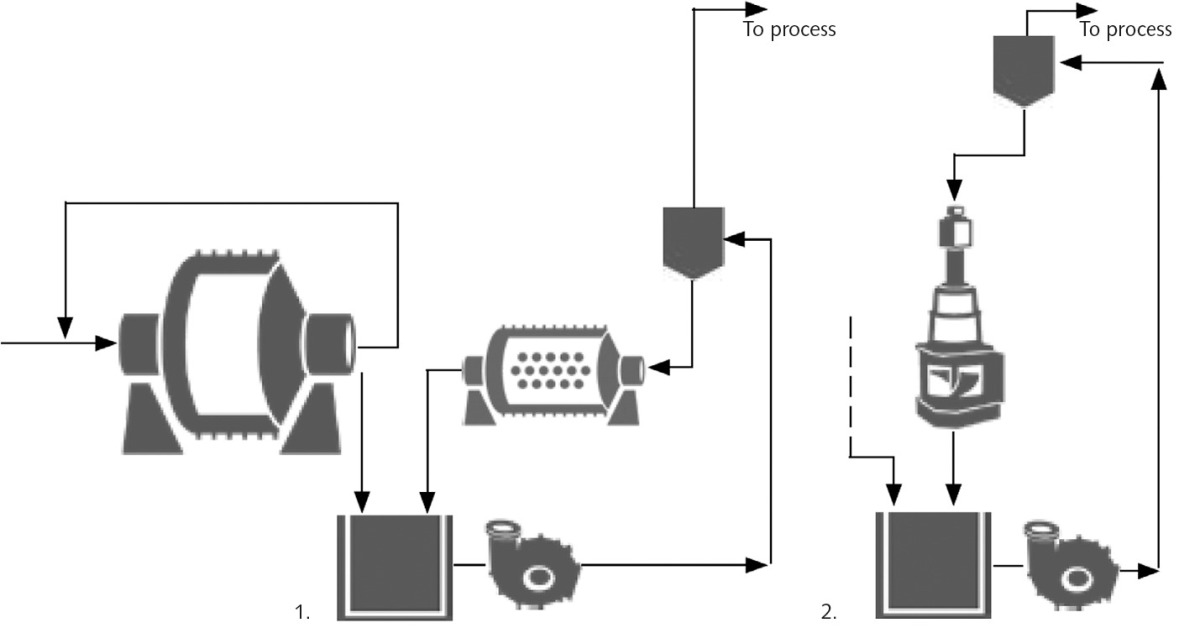
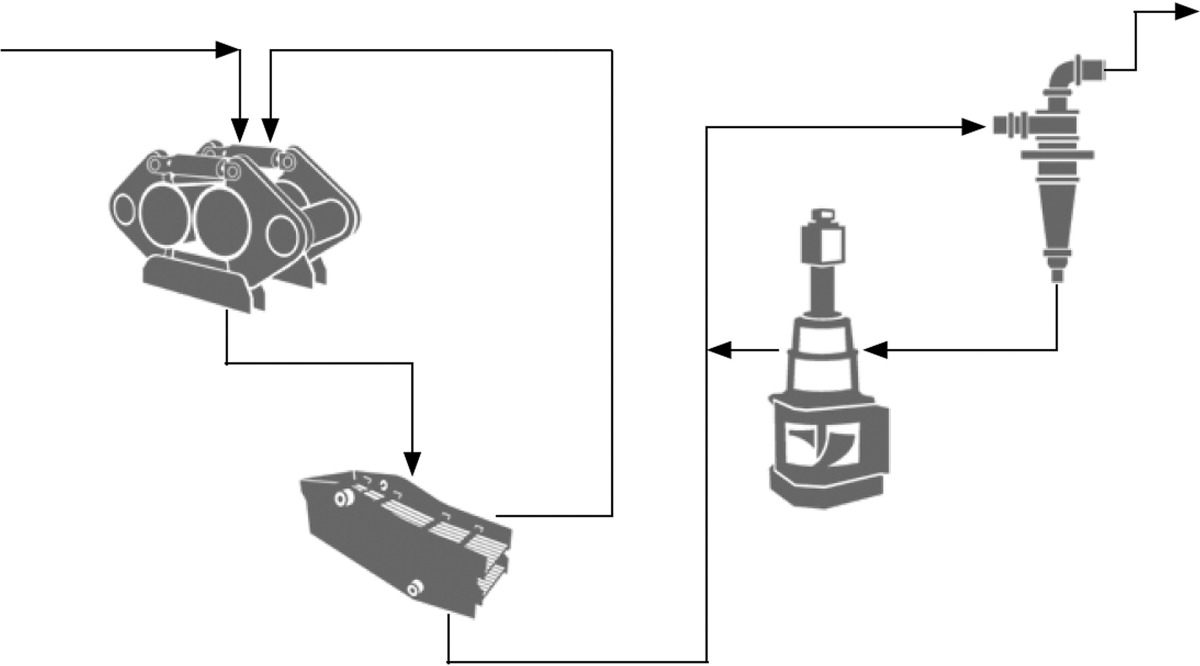
Eine Verfahrensvariante, die sich in den letzten Jahren immer mehr durchgesetzt hat, ist die Kombination von AG- oder SAG-Mühle mit einer Kugelmühle und einer nachgeschalteten Rührwerkskugelmühle (Bild 4). Der zweite Mahlkreislauf kommt dabei insbesondere in Flotationsanlagen zum Tragen, um die für die Flotationsstufen gewünschten Feinheiten zu erzeugen, was oftmals eine Art Nachvermahlung (Regrinding) auf niedrigere Feinheiten unterhalb von 30 µm erfordert. Anstelle konventioneller AG/SAG- und Kugelmühlen werden aber auch Verfahren nur mit Hochdruckwalzenpressen (HPGR) und Vertikalmühlen (Bild 5) oder andere Kombinationen der Mühlentypen in der Praxis verwendet. Entscheidend ist neben der reinen Mahlaufgabe auch eine möglichst gute Energienutzung bei der Aufbereitung für die jeweiligen Erztypen und Aufgabenstellungen.
2.1 Entwicklungen bei den Mühlentypen
Die Palette an unterschiedlichen Mühlentypen und Mahlverfahren war noch nie so groß wie heute. Von den führenden Anbietern werden heute praktisch alle wichtigen Mühlentypen in unterschiedlichen Größen für die unterschiedlichen Leistungsbereiche angeboten. Obwohl diese Mühlentypen bereits länger im Markt eingeführt sind, haben hier aber gerade in den letzten Jahren zahlreiche neue Entwicklungen stattgefunden. Zu den wichtigsten internationalen Mühlenanbietern zählen FLSmidth, Metso Outotec (MO), thyssenkrupp und die chinesische CITIC.
2.2 AG- und SAG-Mühlen
AG-Mühlen und SAG-Mühlen sind in der Minenindustrie die Arbeitspferde schlechthin, wenn es um die Mahltechnik geht. Dies liegt insbesondere daran, dass diese Mühlentypen den gleichen Abbaugrad für das Aufgabematerial erzielen können wie zwei oder drei andere Zerkleinerungsstufen zusammen. Zudem sind sehr hohe Durchsätze von bis zu 40 000 Tagestonnen (t/d) mit großen Mühlen (Bild 6) erzielbar, und es kann sowohl eine Nass- als auch Trockenvermahlung konzipiert werden. Bisher sind SAG-Mühlen mit Durchmessern bis zu 12,8 m für Kupfererz ausgeführt, womit die Mühlen an ihre Leistungsgrenze gestoßen sind. Betrachtet man die Entwicklungen der letzten Jahre, so sind bei diesen Mühlentypen aber keine weiteren Entwicklungssprünge hinsichtlich Durchsatz, Energiebedarf, Verfügbarkeit und Verschleiß erfolgt.
Für Antriebsleistungen solcher Mühlen bis etwa 18 MW kommen zumeist konventionelle (RMD) Zahnkranz-Mühlenantriebe zum Einsatz, für größere Leistungen bis 28 MW werden getriebelose Mühlenantriebe (GMD = Gearless Mill Drive) eingesetzt. Die Vorteile solcher GMD-Lösungen gegenüber der RMD-Lösung vervielfachen sich mit der Mühlengröße. Dabei bildet die Trommel der Mühle den Rotor des Motors, während die Motorpole in einem sehr engen Abstand um den äußeren Umfang der Trommel angeordnet werden. Der Wegfall von Zahnrädern erhöht die Effizienz und Verfügbarkeit der Mühlen und reduziert gleichzeitig den Wartungsaufwand. Außerdem eignen sich diese Antriebe für eine Drehzahlregelung, was den Energieverbrauch für den Mahlprozess signifikant reduzieren kann.
SAG-Mühlen erleben für Neuprojekte eine gewisse Renaissance. So hat FLSmidth beispielsweise erst Anfang des Jahres einen Großauftrag für eine neue Kupfererzaufbereitung in Russland mit 2 SAG-Mühlen und jeweils 2 nachgeschalteten Kugelmühlen (Bild 7) erhalten. Dabei handelt es sich um SAG-Mühlen mit 12,2 m Durchmesser und 28 MW GMD-Antrieb und Kugelmühlen mit 8,5 m Durchmesser und 22 MW GMD-Antrieben. Die erste Produktionslinie soll 2022 in Betrieb gehen. Für bestehende SAG-Mahlsysteme ist auch das Megaliner-Konzept von Metso Outotec sehr interessant, bei dem unterschiedliche Mühlenauskleidungen wie Panzerungen, Poly-Metalle, Gummi und Keramik kombiniert werden, um höhere Durchsätze und längere Standzeiten der Verschleißelemente zu erzielen. Durch längere Standzeiten sollen insbesondere die Wartungsstillstände der Mühlen drastisch reduziert werden.
2.3 HPGRs (Hochdruck-Walzenmühlen)
HPGRs gehören heute zu den wichtigsten Mühlentypen in der Minenindustrie. Allein von dem Marktführer thyssenkrupp wurden bisher bereits mehr als 130 Walzenbrecher für unterschiedliche Anwendungen wie die Vermahlung von Diamanterz/Kimberlit, Eisenerz bzw. Eisenerzkonzentrat und Metallerze (Hartgestein) abgesetzt. Die erste nennenswerte Anwendung für Kupfererz erfolgte 1995 in der Kupfermine Cyprus Sierrita in den USA. Allerdings wurden infolge des extrem abrasiven Erzes keine wirtschaftlichen Standzeiten der Mahlwalzen erreicht. Der Durchbruch erfolgte 2006 bei dem Cerro Verde Kupfererzprojekt (Bild 8) in Peru. Bis 2014 wurden dort insgesamt 12 HPGRs geliefert, die ein SAG-Konzept vollständig ersetzt haben. Der Vergleich mit einem konventionellen Mahlkreislauf mit SAGs und Kugelmühlen liefert einen um 21 % verminderten Energiebedarf und jährliche Betriebskosteneinsparungen von fast 15 Mio. US$ [5].
Die Anwendungen für Hartgestein umfassen neben Kupfererz, Golderz, Erz der Platingruppenmetalle (PGM), Molybdänerz sowie Zink/Bleierz. Ein Großteil der bisher verwendeten HPGR kommt dabei als Tertiärbrecher hinter Primär- und Sekundärbrechern zum Einsatz. Dabei kann in vielen Fällen infolge der erreichten Feinheit auf eine zusätzliche SAG-Mühle verzichtet und das gebrochene/vermahlene Erz zur Feinvermahlung auf eine Kugelmühle aufgegeben werden. Für Kupfer- und Golderz als den wichtigsten Mineralien kommen zumeist geschlossene Kreisläufe mit einer Nasssiebung zum Einsatz. Generell sind den Schaltungsvarianten aber kaum Grenzen gesetzt, da HPGRs in SAG-Kreisläufen auch als Brecherstufe eingesetzt werden.
HPGRs für die Minenindustrie werden neben von thyssenkrupp auch von FLSmidth, Metso Outotec, Weir Minerals und CITIC angeboten. Die weltweit bisher größte HPGR wurde von Metso für die Morenci Kupfermine von Freeport-McMoRan in den USA für einen Durchsatz von 5400 t/h Kupfererz in Betrieb genommen (Bild 9). Die Mühle hat einen Antrieb von 2 x 5700 kW. Die Mühlenentwicklung hat in den letzten Jahren bei allen Anbietern extreme Fortschritte hinsichtlich der Betriebssicherheit, verbesserter Standzeiten und der Wartungsfreundlichkeit gebracht. thyssenkrupp will dieses noch einmal mit der HPGR Pro auf das nächste Level anheben. Die Maschine verfügt über mehrere neue Features (Bild 10) und liefert gegenüber bisherigen HPGRs einen 20 % höheren Durchsatz, einen 15 % geringeren Energieverbrauch und eine um 30 % längere Lebensdauer der Walzen.
2.4 Kugelmühlen und andere Rohrmühlen
Kugelmühlen sowie Stab- und Stangenmühlen sind in der Minenindustrie wegen ihrer Einfachheit weit verbreitet. Insbesondere Kugelmühlen nehmen eine wichtige Stellung in der Sekundärvermahlung der Erze auf Endkorngrößen unterhalb von 100 µm ein. Allein der Marktführer Metso Outotec hat bisher mehr als 8000 solcher Mühlen für die Minenindustrie geliefert (Bild 11). Während Stabmühlen eher den kleineren Durchsatzbereich abdecken, werden Kugelmühlen inzwischen mit Durchmessern von bis zu 9,1 m und 14 m Länge geliefert, nachdem vor einigen Jahren die Durchmessergrenze eher noch bei 7,3 m gelegen hat. Allerdings ist der Wirkungsgrad dieser Mühlen relativ niedrig, so dass viele Minenbetreiber versuchen, diese Mühlen durch effizientere Verfahren, wie sie beispielsweise Rührwerkskugelmühlen liefern, zu ersetzen.
Die Mühlen im unteren Durchmesserbereich sind komplett standardisiert mit rotierender Trommel, Ein- und Auslauf, Lagerung und Antrieb. Bei FLSmidth werden die Rohrmühlen im Bereich von 1,6 bis 4,3 m Durchmesser in der FT-Serie (Fast Track Series) angeboten (Bild 12). Die Mühlen können wahlweise als Kugel-, Stab- oder Stangenmühle für die Nass- oder Trockenvermahlung betrieben werden. Vorteil sind kostengünstige, standardisierte Lösungen, die einen schnellen Austausch vorhandener Mühlen ermöglichen.
2.5 Rührwerkskugelmühlen
2.5.1 Langsamlaufende Mühlen (Towermills)
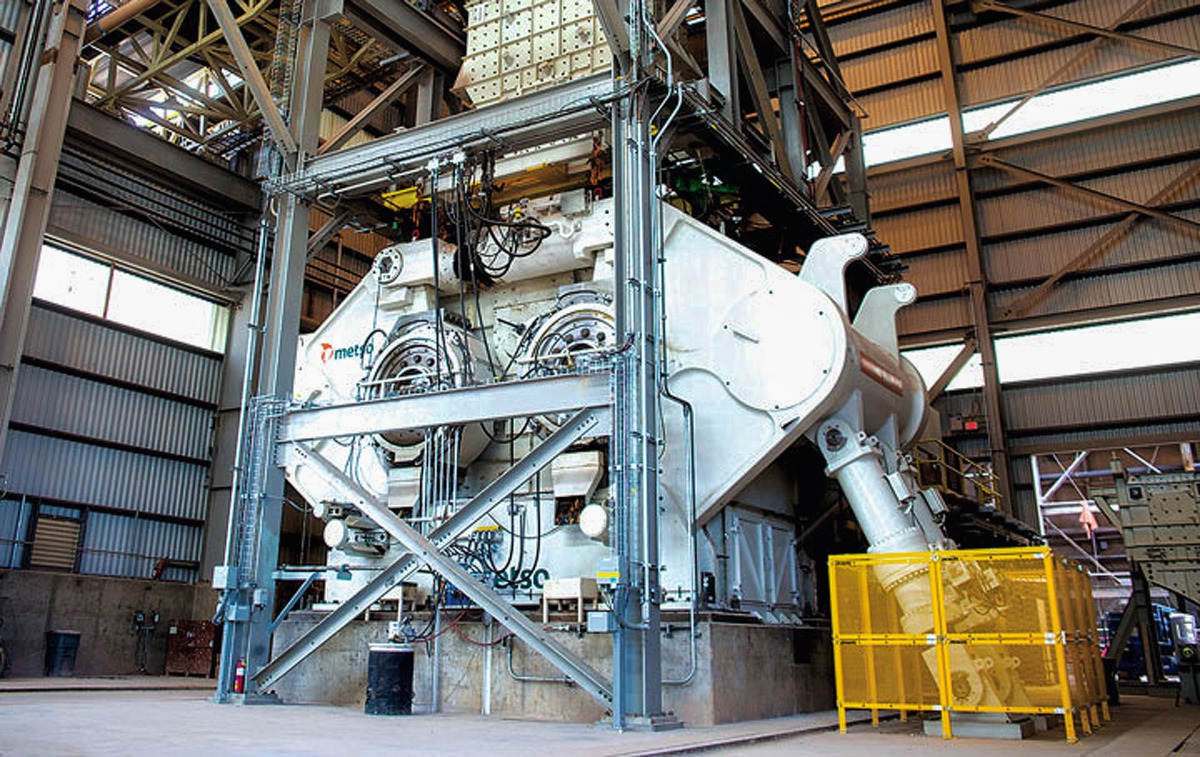
Towermills bzw. Vertimills (VTM) wurden in den 1950er Jahren in Japan in den Markt eingeführt. Heute existieren mit Metso Outotec, thyssenkrupp, Eirich und CITIC vier Mühlenanbieter, die diese langsam laufenden Rührwerkskugelmühlen für die Erzaufbereitung einsetzen. Das Mahlprinzip dieser Mühlen besteht darin, dass mit einer langsam laufenden Schnecke im Mühlenbehälter für eine Umwälzung der Suspension und Mahlkugeln entgegen der Schwerkraft gesorgt wird. Dies hat sich für die Zerkleinerung von Erzen mit Aufgabekorngrößen bis 6 mm und Endfeinheiten von 80 % kleiner 20 µm bewährt. Die meisten Mühlen sind bisher für die Nachvermahlung von Erzkonzentraten in einem Feinheitsbereich von 30 – 80 µm im Einsatz (Bild 13). Im diesem Feinheitsbereich ist der Energiebedarf um 25 – 35 % niedriger als bei konventionellen Kugelmühlen.
In den letzten Jahren werden Towermills verstärkt für die Sekundär- und Tertiärvermahlung eingesetzt. Möglich wird dies durch größere Maschinenkonzepte und damit höhere Durchsätze. Von Metso Outotec sind bisher mit der VTM 3000 und VTM 4500 Maschinengrößen mit Antriebsleistungen von 2240 kW und 3352 kW ausgeführt. Eine VTM 6000 ist in der Entwicklung. Die größeren Maschinengrößen ermöglichen einen um etwa 50 % höheren Durchsatz und reduzieren damit die kW-bezogenen Investitions- und Betriebskosten. Metso Outotec hat jüngst einen Auftrag für eine australische Goldmine erhalten, bei der zwei VTM 4500 zum Einsatz kommen. Dabei wird Erz mit Aufgabekorngrößen von bis zu 6 mm auf Feinheiten von 30 µm vermahlen. Die Anlage soll 2021 in Betrieb gehen. Dies sind die bisher größten Vertimills in Australien.
2.5.2 Schnelllaufende Rührwerkskugelmühlen
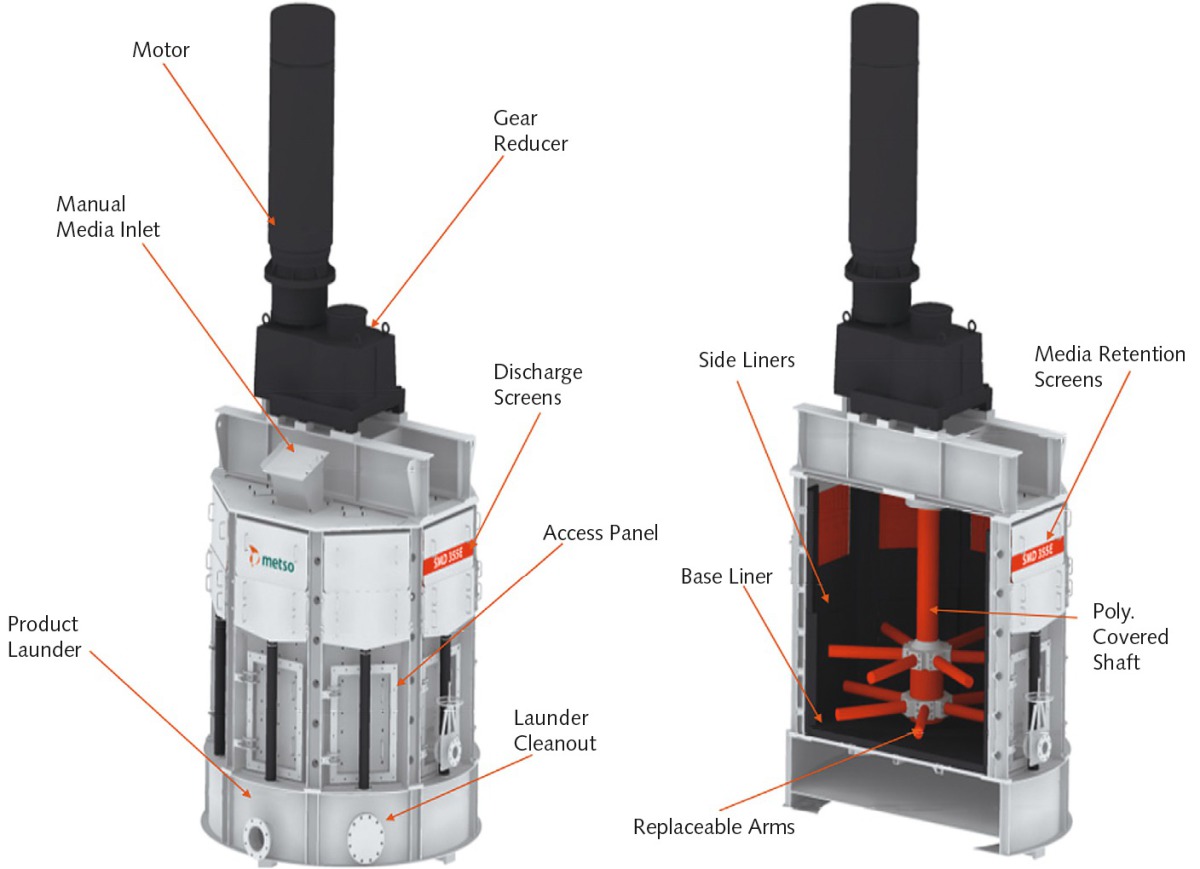
Bei den schnelllaufenden Rührwerkskugelmühlen unterscheidet man zwischen Horizontalrührwerksmühlen und den Vertikalrührwerksmühlen. Bei den letzteren wird die Suspension durch die Mühlenkammer gepumpt, die bis zu 70 % mit Mahlkörpern gefüllt ist. Das Rührwerk besteht aus rotierenden Stäben, Scheiben oder dergleichen und liefert Umfangsgeschwindigkeiten von bis zu 15 m/s (Bild 14). Somit kann der Mühle eine hohe Arbeitsleistung zugeführt werden. Die Mahlkörper werden in den verschiedenen Ausführungen der Mühlenanbieter durch unterschiedliche Trenneinrichtungen wie Spaltsiebe usw. zurückgehalten. Die Mühlen werden derzeit zu über 90 % für die Nachvermahlung von Erzkonzentraten wie Kupfer-, Blei,- Zink-, Nickel-, Molybdän-, PGM-, Chrom- und Golderz eingesetzt. Einige wenige sind in der Tertiärvermahlung im Einsatz.
Die wichtigsten Anbieter dieser Mühlen für die Erzaufbereitung sind Metso Outotec mit der SMD (Stirred Media Detritor)- und HIG-Mühle sowie FLSmidth mit der VXP-Mühle. Die VXP ist eine Weiterentwicklung der Deswik-Mühle. Die Mühlen werden zumeist für die Ultrafeinvermahlung von Erzkonzentrationen eingesetzt. In dem Kibali-Projekt von Barrick Gold wurden insgesamt 8 VXP-Mühlen geliefert (Bild 15), wobei Erze von unterschiedlichen Satelliten-Anlagen von 40 – 70 µm Aufgabekorngröße auf 15 – 20 µm Endkorngröße vermahlen werden. Marktführer in dem Sektor ist aber nach wie vor die SMD von Metso, von der bereits etwa 200 Mühlen im Einsatz sind, das Gros für die Fein- und Ultrafeinvermahlung in der Erzaufbereitung. Für Boliden Harjavalta wurde jüngst eine weitere Mühle für die Rückgewinnung von Kupfer aus Kupferschlacke verkauft.
Über die Entwicklung der IsaMillsTM wurde ausführlich berichtet [1; 2; 3]. Bisher wurden 150 dieser Horizontal-Rührwerksmühlen verkauft. Die Mühlen sind vollständig geschlossen, wobei die zu vermahlende Suspension quasi als Kolbenströmung die Mühle durchläuft. Das Mahlprinzip erfordert relativ hohe Mahlscheibenumfangsgeschwindigkeiten von bis zu 20 m/s. Dies wird kombiniert mit relativ dicht gepackten inerten Mahlkörpern von 2 – 5 mm Größe. Über 85 % der bisherigen Anwendungen betreffen die Erzaufbereitung von Platingruppen-Metallen, Kupfer-/Golderz sowie Blei-/Zinkerz [6]. Bild 16 zeigt eine M10 000 IsaMillTM bei Minsurs San Rafael Zinnmine in Peru. Die Mühle wird dort für das B2 Projekt zur Wiederaufbereitung von Tailings eingesetzt. Minsur plant, dort zusätzlich etwa 51 000 t Zinn über eine Projektdauer von 9 Jahren zu erzeugen.
Die größte bisher ausgeführte Maschinengröße der IsaMillTM ist eine M15 000 mit einer Antriebsleistung von 3,7 MW. Eine solche Maschine ist bei Teck Resources in deren Red Dog Zinkmine im Nordwesten Alaskas in Betrieb, 170 km nördlich des Polarkreises. Dies ist bereits die 3. IsaMillTM für diese Mine. Die M15 000 verfügt über ein inneres Volumen von 15 m3, das ist weniger als 1/10 des Volumens einer vergleichbar leistungsstarken Kugelmühle. Entsprechend kommen IsaMillsTM auf sehr hohe Beanspruchungsintensitäten von 400 kW/m3, verglichen beispielsweise mit Kugelmühlen, die 20 kW/m3 erreichen. Die Maschinengrößen der IsaMillTM umfassen eine M500 als kleinste Größe mit 200 kW Antriebsleistung bis hin zu einer M50 000 mit 8 MW. Um die Größenbaureihe von bisher 7 Mühlengrößen zu ergänzen, wurde zuletzt die M7500 in den Markt gebracht.
2.6 Andere Mühlentypen (vertikale Wälzmühle VRM, Schwingmühlen)
Generell sind verschiedene andere Mühlentypen auf dem Markt, die sich insbesondere für die Fein- und Ultrafeinvermahlung anbieten. Zu diesen Mühlentypen zählen Schwingmühlen und vertikale Wälzmühlen (Vertical Roller Mill = VRM). Während Schwingmühlen bisher nur für die Zerkleinerung von Kohle und Industriemineralien zum Einsatz gekommen sind, gibt es für VRM erste Projekte in der Erzaufbereitung [7]. In Bild 17 ist der Aufbau einer VRM dargestellt. Mahlung, Sichtung und gegebenenfalls eine Trocknung des Materials erfolgen sämtlich in der Mühle. Die Vermahlung geschieht auf einem rotierenden Mahlteller mit darüber angeordneten feststehenden Mahlwalzen, die unterschiedliche Mahldrücke erzeugen können. Über einen Luftstrom in der Mühle erfolgt eine Windsichtung des vermahlenen Gutes im oberen Teil der Mühle, Griese werden auf den Mahlteller rezirkuliert.
VRM sind für die Erzaufbereitung bestens geeignet, da sie einen weiten Korngrößenbereich von etwa 150 mm für das Aufgabegut bis 40 µm für das Feingut abdecken. Dies entspricht einem Abbaugrad von über 3500, d.h. nach einem Tertiärbrecher ist für die Feinzerkleinerung nur eine Mühle erforderlich. VRM (Bild 18) eröffnen eine im Bergbausektor nicht gekannte Flexibilität für die Vermahlung, da die Mahlparameter praktisch per Knopfdruck veränderbar sind. Loesche hat einen ersten Auftrag für ein Kupfer-Golderzprojekt in der Türkei erhalten [7]. Der Kunde entschied sich für eine VRM wegen der Flexibilität der Mühle, auf unterschiedliche Erzqualitäten zu reagieren, der Kompaktheit der Mühle, vergleichsweise sehr niedrigen Verschleißkosten und schließlich einem reduzierten Energieaufwand für die Vermahlung, der noch unterhalb dem von HPGRs liegt.
3 Ausblick
Für die Erzvermahlung könnten Betreiber aus einer großen Palette von unterschiedlichen Mühlentypen wählen. Es gibt nicht die eine Mühle, die für alle Aufgaben geeignet ist, aber es gibt inzwischen bewährte Konzepte, die alle wichtigen Aufgabenstellungen abdecken. Da die Mühlengrößen begrenzt sind und oftmals bereits das Ende des Machbaren erreicht wurde, sind für große Durchsätze, wie sie beispielsweise bei der Aufbereitung und Vermahlung von Eisenerz und Kupfererz auftreten, mehrere Mühlenstränge parallel zu schalten. Eine solche Art von Redundanz erlaubt generell eine höhere Verfügbarkeit, als einzelne große Mühlen. Ein anhaltender Trend existiert bei der Energieoptimierung. Deshalb sind HPGRs und Rührwerkskugelmühlen im Trend. Aufgrund ihrer zahlreichen Vorteile werden VRMs zukünftig als eine einzige Primär- und Sekundärmahlstufe im Miningsektor zum Einsatz kommen.
Literatur • Literature
[1] Harder, J.: Improved yields – Trends in the grinding of non-ferrous metal ores. AT MINERAL PROCESSING, 7-8/2012, pp 49-62
[2] Harder, J.: Energy efficiency – Energy intensity in copper and gold mining. AT MINERAL PROCESSING, 10/2017, pp. 46-57
[3] Harder, J.: Energy trends – Advances in fine grinding and classification. AT MINERAL PROCESSING, 1-2/2015, pp. 42-55
[4] Metso Corporation: Basics in Mineral Processing, 11th Edition, 2018, Helsinki/Finland
[5] Bolles, T.: Pioneering the Use of HPGRs at Cerro Verde. Mill Optimisation Conference, March 30-31, 2011, Perth/Australia
[6] Rule, C.M.; De Waal, H.: IsaMill Design Improvements and Operational Performance at Anglo Platinum. Metallurgical Plant Design and Operating Strategies (MetPlant 2011), Conference Proceedings pp. 176-192, August 8-9, 2011, Perth/Australia
[7] Benzer, H.; Gerold, C., Schmitz, C.: First application of the Vertical-Roller-Mill in a sulphide Copper-Gold ore project. Presentation at Comminution ‘18, MEI Minerals Engineering Conferences, April 16-19, 2018, Cape Town/South Africa
Dr.-Ing. Joachim Harder
OneStone Consulting Ltd., Varna/Bulgarien
Joachim Harder studierte Verfahrenstechnik an der TU Braunschweig und promovierte dort. Nach mehr als 10 Jahren Industrietätigkeit in verschiedenen Managementfunktionen gründete er 1997 die Beratungsfirma OneStone Consulting. Dr. Harder ist ein anerkannter Experte im internationalen Marketing mit dem Schwerpunkt Marktanalysen für Geschäftsfeldstrategien. Er ist Autor diverser Publikationen und gefragter Redner auf internationalen Konferenzen.





