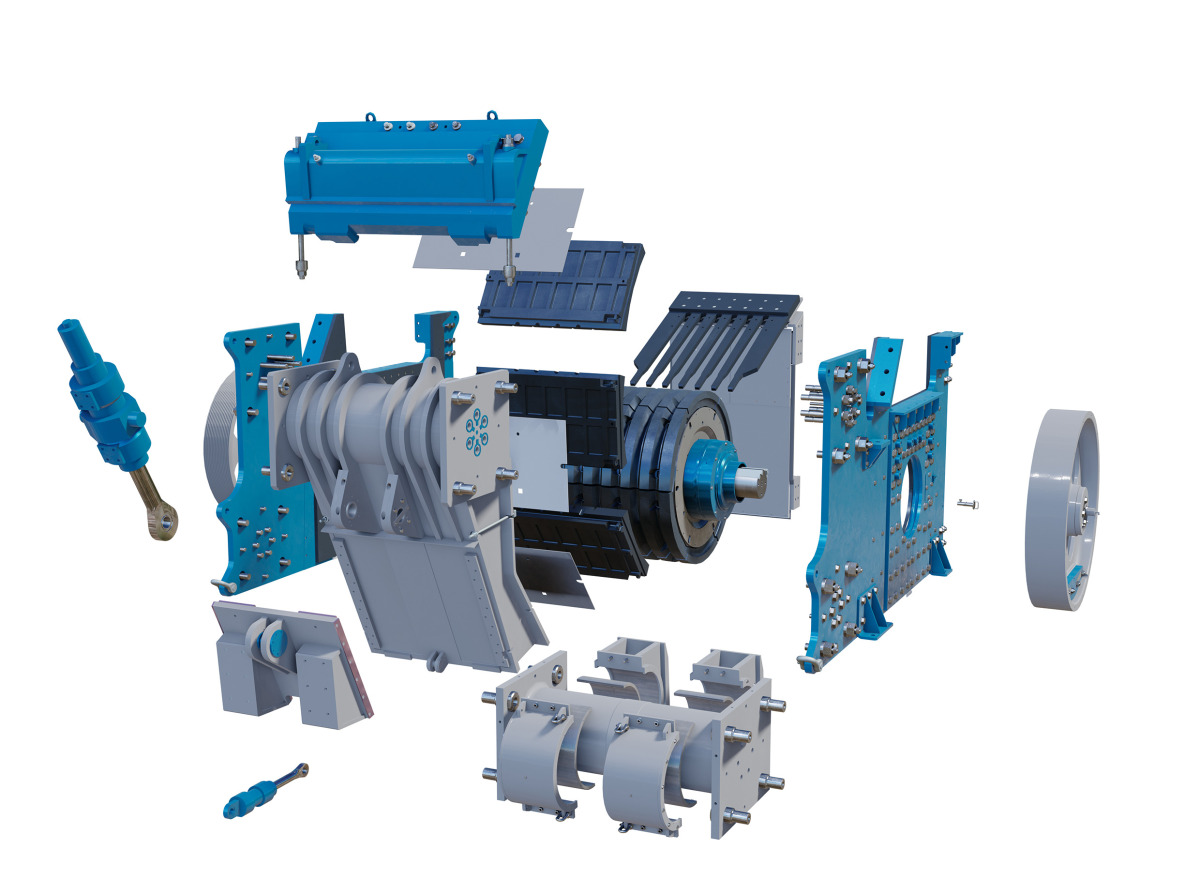
Neu entwickelter Exzenterwalzenbrecher in industrieller Testanlage



 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
Einer der größten Betriebe eines großen australischen Goldproduzenten ist eine unterirdische block cave Mine in New South Wales. Dieser Kunde betreibt seit über einem Jahrzehnt Backenkreiselbrecher von thyssenkrupp und hat derzeit vier dieser Brecher in Betrieb. Für den Einsatz des neu entwickelten ERC® 25-25, wurde eine industrielle Versuchsanlage aufgebaut, um das Potenzial für weitere Expansionsprojekte zu prüfen.
Im Laufe der Jahre wurden die Backenkreiselbrecher einem kontinuierlichen Verbesserungsprozess unterzogen, der zu einer höheren Durchsatzleistung, einem geringeren Energieverbrauch und einer längeren Lebensdauer der Verschleißteile geführt hat. Neben den hervorragenden Betriebsergebnissen der Backenkreiselbrechertechnologie war der Kunde daran interessiert, den neu entwickelten ERC® (Exzenterwalzenbrecher) in einer industriellen Versuchsanlage einzusetzen, um dessen Potenzial für seine weiteren Expansionsprojekte zu prüfen.
Eine potenziell bessere Leistung in Bezug auf die Produktfeinheit und den Durchsatz wurden als wesentliche Werttreiber identifiziert. Darüber hinaus könnten die deutlich geringere Stellfläche und Einbauhöhe des ERC® möglicherweise zu einer Installation in einer kleineren Kaverne näher am unterirdischen Erzkörper führen. Zweck des Versuchs war es daher, die Betriebsleistung der Maschine im Hinblick auf die oben genannten Werttreiber zu bewerten.
Die Versuchsanlage bestand aus einer stationären Brechanlage mit Aufgabebunker, Plattenbandförderer, ERC® 25-25, Abwurf-/Haldenband, elektrischer Ausrüstung und Nebenaggregaten. Die Beschickung der Anlage erfolgte durch schwere Radlader. Der Versuch wurde in 4 Phasen über einen sechsmonatigen Betriebszeitraum im Jahr 2021 durchgeführt:
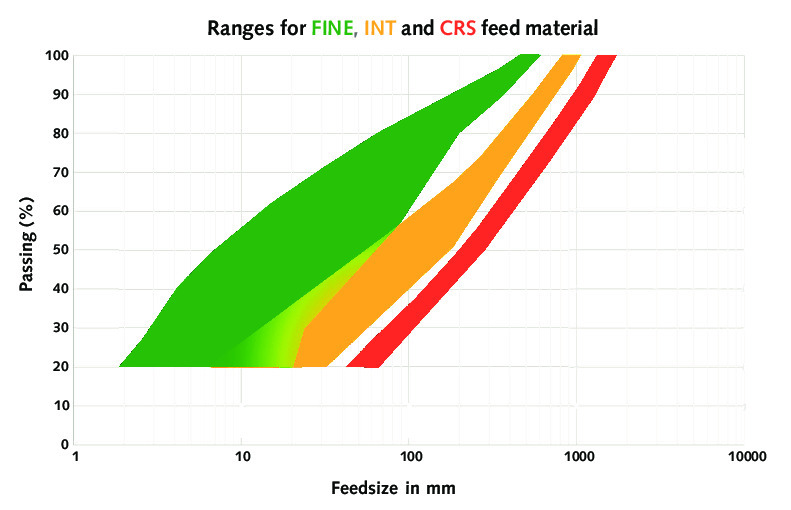
Vorversuch mit verschiedenen Korngrößenverteilungen des Aufgabematerials (fein, mittel, grob) bei gleichbleibend großem Brechspalt und niedriger Exzenterwellendrehzahl
Hauptversuch mit verschiedenen Einstellungen – Aufgabematerial in verschiedenen Korngrößenverteilungen (fein, mittel, grob), mit verschiedenen Spaltweiten (CSS) und verschiedenen Exzenterwellendrehzahlen
Kontinuierlicher Betrieb mit ROM (Run of Mine) Aufgabematerial
Aufgabematerial
Die Versuchsanlage wurde in der Nähe einer übertägigen Halde mit ähnlichen Materialeigenschaften wie im Untertagebetrieb errichtet. Zur Bewertung der Partikelgrößenverteilung (PSD) wurden Teile der Halde mit Hilfe von Radladern in kleinere Halden von 20 bis 50 t getrennt und mittels photooptischer Partikelgrößenanalyse untersucht. Auf der Grundlage der Ergebnisse wurden drei verschiedene Aufgabezusammensetzungen gemischt, um die Partikelgrößenverteilung des maßstäblichen block cavings nachzubilden.
Weitere Merkmale des Aufgabematerials sind:
Erztyp: Gold/Kupfererz
Schüttdichte: 1,7 – 1,9 mt/m³
Feuchtigkeitsgehalt: 2 – 6 %
Druckfestigkeit (UCS): Bereich zwischen 75 – 250 MPa und Durchschnitt von ca. 150 MPa
Brazilian tensile strength (BTS): 10 – 18 MPa
CERCHAR-Abrasion durchschnittlich 5,1
Durchsatz
Frühere Versuche mit dem ERC® 25-25 haben gezeigt, dass der Brecher eine Durchsatzleistung von mehr als 3000 t/h erreichen kann. Im Gegensatz zu den Versuchen in Australien war das Aufgabematerial weniger hart (durchschnittliche Festigkeit 100 – 120 MPa), und für Vorbrecher übliche Brechspalteinstellungen (CSS) von 110 mm – 160 mm standen im Fokus.
Üblicherweise sinkt die Durchsatzleistung eines Brechers mit abnehmender Brechspaltweite. Auch bei den hier durchgeführten Versuchen wurde dieses Verhalten in relativ konsistenter Weise beobachtet. Die Tests haben gezeigt, dass der ERC® in der Lage ist, große Gesteinsbrocken mit einem Volumen von bis zu ca. 2 m³ effektiv zu erfassen und zu zerkleinern. Auffällig ist, dass die Durchsatzleistung mit zunehmender Exzentergeschwindigkeit steigt. Die Versuche ergaben, dass eine Exzenterdrehzahl am oberen Ende des Auslegungsbereichs den höchsten Durchsatz mit einer Leistungssteigerung von 20 – 30 % im Vergleich zu niedrigeren Drehzahlen bietet. Der Effekt war am deutlichsten bei dem gröberen Aufgabematerial und nicht so offensichtlich bei dem weniger groben Aufgabematerial aus der mittleren Abbaustufe des Erzkörpers.
Bei den Versuchen wurden zwei Vorsieb (Grizzly)-Konfigurationen verwendet, zunächst mit einem Trennschnitt von ca. 150 mm und später, mit dem Ziel einer besseren Kontrolle der Produktgröße, mit einem Trennschnitt von ca. 90 mm. Der kleinere Trennschnitt führte nicht nur zu der gewünschten kleineren Produktgröße, sondern leider auch zu einer deutlich schlechteren Siebleistung. Die offene Siebfläche sank von 43 % auf bis zu 24 %. Die kleinere offene Siebfläche resultiert aus der konstruktiven Anpassung des bestehenden Siebes, die zur Verringerung des Trennschnittes notwendig war. Dies wäre nicht der Fall, wenn ein spezifisches Siebdesign für diesen Trennschnitt angewandt würde. In Verbindung mit einem höheren Anteil an groben Partikeln und nassem Aufgabematerial führt dies zu einer sogenannten „choke feed“ Beschickung mit einer Überlastung des Grizzlys und einer übermäßigen Befüllung der Brechkammer. Infolgedessen schwankte der Durchsatz beim kleineren Trennschnitt stärker.
Die Versuche haben ein enormes Verbesserungspotenzial für das integrierte Grizzly aufgezeigt. Die Entlastung der Brechkammer durch die Verringerung von Unterkorn im Brechraum, resultierend aus einem effizienteren Grizzly, hat Auswirkungen auf den Durchsatz, die Spalteinstellung und die Verschleißrate der Brechwerkzeuge.
Generell ist festzustellen, dass die Versuchsergebnisse hinsichtlich des Durchsatzes relativ großen Schwankungen unterliegen, was in erster Linie auf die Schwierigkeiten bei der Vorbereitung eines homogenisierten Aufgabematerials für die jeweiligen Versuche zurückzuführen ist.
Energieverbrauch
Die wichtigsten Einflussfaktoren auf den Energieverbrauch sind der Füllungsgrad des Brechraums und die Drehzahl der Exzenterwelle. Eine kontrollierte Beschickung und niedrigere Brecherdrehzahlen führen zu reduziertem Energieverbrauch im Vergleich zu choke feed Bedingungen.
Der ERC® 25-25 wurde mit einer installierten Antriebsleistung von 630 kW betrieben. Die tatsächliche Leistungsaufnahme, die während der Versuchskampagne ermittelt wurde, liegt zwischen 150 kW und 400 kW. Über alle Aufgabezusammensetzungen und Spaltweiten hinweg zeigen die niedrigen und mittleren Drehzahlen eine Leistungsaufnahme von 150-300 kW. Exzenterdrehzahlen am oberen Ende des Auslegungsbereichs lassen die Leistungsaufnahme auf durchschnittlich 300-400 KW ansteigen.
Leistungsspitzen von mehr als 600 kW über einen längeren Zeitraum (> 30 Sekunden) wurden nur bei Überfüllung der Brechkammer festgestellt.
Die Ergebnisse lassen den Schluss zu, dass unter der Bedingung einer kontrollierten Beschickung des Brechers die installierte Nennleistung für ähnliche Anwendungen auf 450 kW reduziert werden kann.
Hinsichtlich des spezifischen Energiebedarfs hat das Versuchsprogramm gezeigt, dass mit dem ERC® ein Vorteil durch eine höhere Energieeffizienz erzielt werden kann. Die Betriebsdaten von bestehenden Backenkreiselbrechern vom Typ BK 63-75 in Australien zeigen bei vergleichbaren Erzkörpern einen spezifischen Energiebedarf von ca. 0,3 kWh/t. Im Vergleich dazu hat der ERC®25-25 mit einem Durchschnitt von ca. 0,15 kWh/t während des gesamten Tests einen deutlich geringeren spezifischen Energiebedarf.
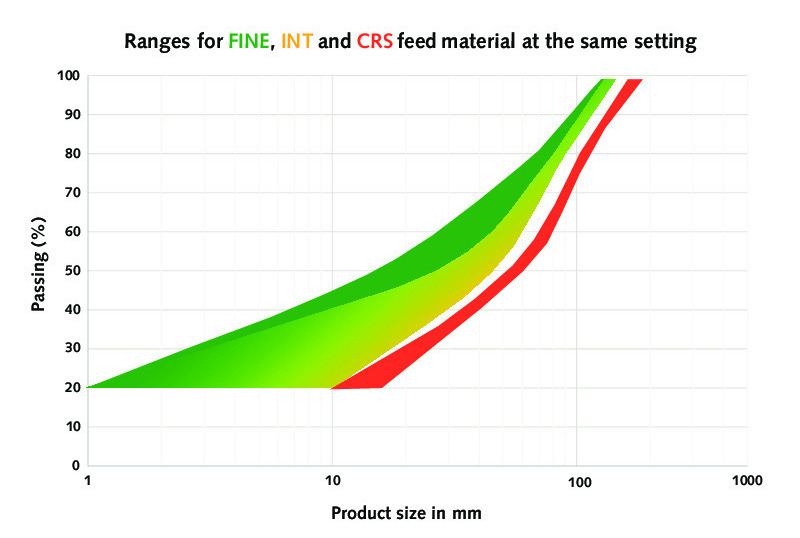
Produktgröße
Die Produktgrößenverteilung des ERC® war in allen Fällen vergleichbar mit den Werten, die beim Einsatz des Backenkreiselbrechers als Benchmark ermittelt wurden.
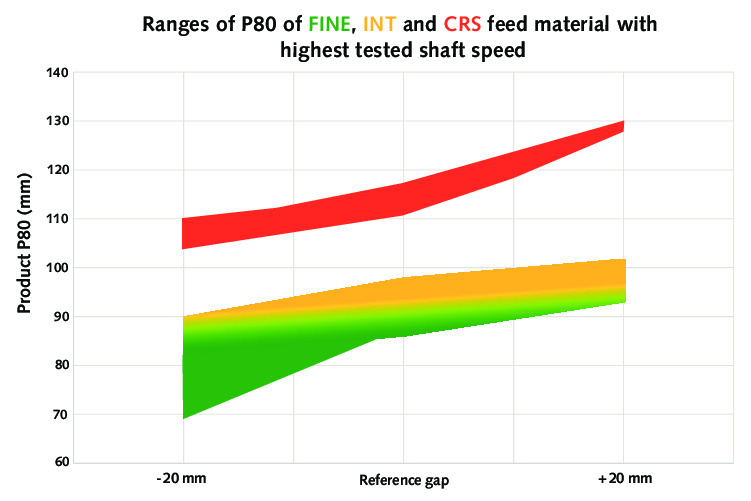
Der Versuch hat gezeigt, dass höhere Exzenterdrehzahlen im Hinblick auf den Durchsatz von erheblichem Vorteil sind. Ein ähnlicher positiver Effekt wurde in Bezug auf die Produktgröße festgestellt, die mit der Drehzahl am oberen Ende des Auslegungsbereichs merklich abnimmt. Dies war ein wesentlicher Faktor, der zum Erreichen der gewünschten Produktgröße bei verschiedenen Aufgabezusammensetzungen beigetragen hat.
Was die Eigenschaften des Aufgabematerials betrifft, so waren die Partikelgrößenverteilungen für die mittleren (INT) und späten (FINE) Abbauphasen etwas gröber, als es für den Benchmark im australischen block caving zu erwarten ist. Wie bereits vorab beschrieben, wurden während des Versuchs zwei Grizzly-Konfigurationen verwendet. Während das Grizzly für die Tests mit grobem Aufgabematerial einen Trennschnitt von 150 mm aufwies, wurde das feinere Aufgabematerial auf einen Grizzly mit einem Trennschnitt von 90 mm und einer viel geringeren offenen Siebfläche von ca. 24 % aufgegeben. Die Grizzly-Effizienz nahm bei Überfüllung des Brechraums deutlich ab. Die Aufgabezusammensetzung determiniert hier eindeutig die Produktgröße.
Ferner ist anzumerken, dass die Bewertung ohne die Möglichkeit durchgeführt wurde, weitere Maschinenparameter einzustellen, von denen man annimmt, dass sie sich auf die Produktgröße auswirken. Da ist zum einen der enorme Hub der Maschine, der im Falle des ERC® 25-25, der während des Versuchs eingesetzt wurde, fast doppelt so groß ist wie für Backenkreiselbrecher üblich. Desweiteren wurde die Geometrie der Brechwalzensegmente so gestaltet, dass sie den Anforderungen einer durchschnittlichen Primärbrecheranwendung entspricht. Daraus resultierend passierte übermäßig viel Überkorn den Brechspalt und beeinflusste die Korngrößenverteilung des Produkts.
Resultierend daraus sind sowohl die tatsächliche Grizzly-Konfiguration (d. h. Trennkorngröße, Länge) als auch die gewählten Maschinenparameter (d. h. Hub) und die Geometrie der Brechbacken für künftige Anwendungen als leistungsbestimmende Faktoren für die Partikelgröße zu betrachten.
Lebensdauer von Verschleißteilen
Leistungsversuche in der Primärzerkleinerung sind eine Herausforderung, da während des begrenzten Zeitraums der Versuchskampagne ein homogenes Aufgabematerial erreicht werden muss. Dies gilt insbesondere für die Leistungsversuche, bei denen eine ausreichende Tonnage erforderlich ist, um aussagekräftige Ergebnisse über die Verschleißrate der Verschleißteile zu erhalten.
Die Bewertung der Verschleißlebensdauer wurde auf der Grundlage von Laserscannermessungen der Brechsegmente vor und nach der Versuchskampagne vorgenommen. Die Bemessungsgrundlage zur Ermittlung des Verschleißes basiert auf einer Gesamttonnage von 200 kt über alle Maschineneinstellungen und Partikelgrößenverteilungen des Aufgabematerials.
Die Verschleißrate der Walzensegmente entspricht den Vergleichswerten erprobter Backenkreiselbrecher. Des Weiteren hatten die Scans gezeigt, dass der Verschleiß über den gesamten Umfang der Walze gleichmäßig war, so dass im Vergleich zu den Backenkreiselbrechern ein großes Verbesserungspotenzial zu erwarten ist. Durch eine enorme Bandbreite an Einstellungen, dem Design der Brechbacke sowie der Einschränkung, dass die Bewertung auf Basis einer relativ kleinen Durchsatzmenge durchzuführen war, konnte keine gesicherte Prognose für die Standzeit der unteren Brechbacke gemacht werden.
Die Abrasionswerte, die bei der Prüfung des Haldenmaterials für die Brecherbeschickung ermittelt wurden, deuten darauf hin, dass dieses Material abrasiver ist als das als Benchmark verwendete Aufgabematerial aus dem untertägigen „block caving“.
Verbesserungspotenzial sowohl hinsichtlich konstruktiver Änderungen an den Hauptkomponenten (z. B. längeres, stärker geneigtes Grizzly mit höherer Siebleistung) als auch bei der Ausführung der Brechwerkzeuge (z. B. Form, Dicke, Materialzusammensetzung mit hochwertigeren Legierungen) wurden identifiziert und haben entscheidend zur Entwicklung der nächsten Generation, dem ERC® Pro, beigetragen. Erste Auswertungen hierzu haben gezeigt, dass mit diesen Maßnahmen auch die Lebensdauer der unteren Brechsegmente mit denen des Backenkreiselbrechers bei potenziell geringerem Wartungsaufwand und weniger Ausfallzeiten vergleichbar sind.
Fazit
Der Durchsatz entsprach dem des Backenkreiselbrechers. Innerhalb aller Einstellungen haben die Versuche gezeigt, dass die Leistung vom Benchmark von 1500 – 3000 t/h Durchsatz in allen Fällen, mit Ausnahme von einer Versuchseinstellung mit mittlerer Aufgabezusammensetzung, erreicht wurde. Während der Testreihen produzierte der ERC® bei verschiedenen Durchsätzen und Exzenterdrehzahlen mit einem deutlich geringeren Leistungsverbrauch von bis zu 50 %. Der deutlich geringere Energieverbrauch bietet den Kunden ein erhebliches Potenzial zur Reduzierung des CO2-Fußabdrucks.
Die Daten aus dem Versuch zeigten, dass die höchste getestete Exzenterdrehzahl am oberen Ende des Auslegungsbereichs als “Optimal-Wert” für den ERC® in der industriellen Versuchsanlage betrachtet werden kann, was zu höchstem Durchsatz, feinstem Produkt bei geringen Belastungen führt.
Über den Verschleiß der Werkzeuge und Schleißteile, insbesondere der unteren Brechbacke, kann zum jetzigen Zeitpunkt keine gesicherte Aussage getroffen werden, wobei jedoch zu berücksichtigen ist, dass die Bewertung während eines relativ kurzen Versuchszeitraums durchgeführt wurde und die durchgesetzte Gesamttonnage von 200 000 t begrenzt war.
Die in den Versuchen erzielten Ergebnisse lassen den Schluss zu, dass der ERC® bei geringerem Platzbedarf nicht nur mit dem ausgereiften Backenkreiselbrecher vergleichbar ist, sondern auch ein großes Potenzial für weitere Verbesserungen eröffnet.
Die nächste Generation: ERC® Pro
Der ERC® 25-25, der für den Versuch in der Industrieversuchsanlage eingesetzt wurde, ist die erste jemals gebaute Maschine dieser Art und steht für den Beginn der Entwicklung. Ausgehend von den Betriebserfahrungen mit Nachfolgemaschinen wie dem ERC® 18-14 wurde der Brecher zum aktuellen Modell ERC® Pro weiterentwickelt. Als Werttreiber hat thyssenkrupp die weitere Steigerung des Durchsatzes, die Verbesserung der Produktqualität und die Standzeiterhöhung der Schleißteile identifiziert. Auch die Sicherheit und die Vereinfachung von Montage und Wartung stehen im Fokus.
Die wichtigsten Änderungen auf einen Blick:
Ein längeres Grizzly mit größerer offener Siebfläche bietet eine deutlich höhere Siebleistung für mehr Kapazität und geringeren Verschleiß. Die drehbare Anordnung gewährleistet eine bessere Zugänglichkeit für die Wartung.
Eine modifizierte Verbindung der Walzenlagerung mit dem Gehäuse sorgt für mehr Robustheit und einen einfacheren und sichereren Austausch der Walzenbaugruppe. Durch die geänderte Konstruktion ist ein Grundrahmen nicht mehr erforderlich.
Der geänderte Drehpunkt der Backe in Kombination mit einer veränderten Brechraumgeometrie erhöht die Durchsatzleistung, verbessert die Aufnahme der Brechkräfte, reduziert die Lagerbelastung und erhöht die Lebensdauer der Komponenten.
Das neu gestaltete Gehäuse aus Flachstahlblechen und 100 % verschraubten Verbindungen sorgt für mehr Widerstand gegen Brechkräfte, reduziert den Fertigungsaufwand und verkürzt die Montagezeit.
Neu gestaltete Brechwerkzeuge an Schwinge und Walze mit veränderter Geometrie und deutlich vergrößertem Verschleißvolumen erhöhen die Lebensdauer um das 2 ½-fache.
Der neue ERC® Pro stößt bei potenziellen Kunden auf eine hohe Resonanz. Eine Reihe von Brechern wurde inzwischen an Bergbaukunden für ihre Betriebe in den Bereichen Eisenerz, Kupfer und Diamanten verkauft.
Autoren:
Dr.-Ing. Piotr Szczelina
Product Lifecycle Manager, tk Mining Technologies GmbH, Ennigerloh/Deutschland
Nach dem Maschinenbaustudium an der AGH Wissenschaftlich-Technische Universität Krakau mit dem Schwerpunkt Aufbereitungsmaschinen (1988-1994) arbeitete Piotr Szczelina als wissenschaftlicher Mitarbeiter am Institut für Aufbereitungsmaschinen der TU Bergakademie Freiberg (1995-2000). In den Jahren 2000-2021 arbeitete Piotr Szczelina in der Abteilung Forschung und Entwicklung bei thyssenkrupp Industrial Solutions und befasste sich mit der Entwicklung der Aufbereitungsmaschinen. 2021 übernahm er die Position als Product Lifecycle Manager bei tk Mining Technologies.
Tobias Koch
Head of Technical Proposal/Sales – Minerals, tk Mining Technologies GmbH, Ennigerloh/Deutschland
Tobias Koch hat einen B. Eng “Mineral Resources Engineering” und M. Sc “Technical Business Administration” an der Technischen Hochschule “Georg Agricola” in Bochum absolviert. Im Jahr 2011 begann er bei Ashland Industries als Anwendungsspezialist für Roh- und Baustoffe. Ab 2015 war er bei tk Mining Technologies in verschiedenen technischen Vertriebsfunktionen für Einzelmaschinen und Anlagen mit Schwerpunkt Brech- und Siebtechnik tätig. Seit März 2022 leitet er das technische Angebotsteam für den Bereich Brechtechnik.
Nicolai Papajewski
Head of Product R&D Technologies – Minerals, tk Mining Technologies GmbH, Ennigerloh/Deutschland
Nicolai Papajewski studierte „Steine und Erden“ an der Technischen Hochschule „Georg Agricola“ in Bochum. Seit 2012 war er als Entwicklungsingenieur bei tk Mining Technologies an verschiedenen Projekten und Produktentwicklungen beteiligt, wobei der Schwerpunkt auf dem Exzenterwalzenbrecher, Kegelbrecher, Backenkreiselbrecher und Kreiselbrecher lag. Unter seine Verantwortung fiel unter anderem die industrielle Testanlage des ERC in Australien. Heute leitet er die Abteilung Produkt R&D Technologies mit den Bereichen Konstruktionsentwicklung, technische Berechnung und Auslegungsversuche und Prozessentwicklung.