Motorised pulleys for conveying systems
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
 Quelle/Source: Rulmeca
Quelle/Source: Rulmeca
Summary: The many individual operations involved in the processing of coal, ores, rock and gravel, as well as soil, sand, salt, potash and fertilisers, necessitates moving hundreds and thousands of tonnes of dusty, abrasive, corrosive and sometimes wet materials from A to B every day. Motorised pulleys are ever more frequently being used for this purpose, since their design principle makes the conveyors more robust and more durable than if they were equipped with conventional motors. Rulmeca is one of the world’s leading manufacturers of such belt-conveyor drive systems and belt-conveyor pulleys for all types of bulk materials.
Conveyors are classically constructed with motors flange-mounted on the sides. This design principle is simple, and can be implemented using motors from manufacturers that fledgling engineers are already familiar with from their lectures. In many cases, however, these motors feature cast-iron or steel housings with cooling fins that can become clogged when bulk material is being handled, thereby jeopardising the service-life of the motor. If these fins are not kept clean and serviced at regular intervals, the availability of the conveyor will suffer; it will be necessary to replace the motor, and the entire system will be “down” for this time.
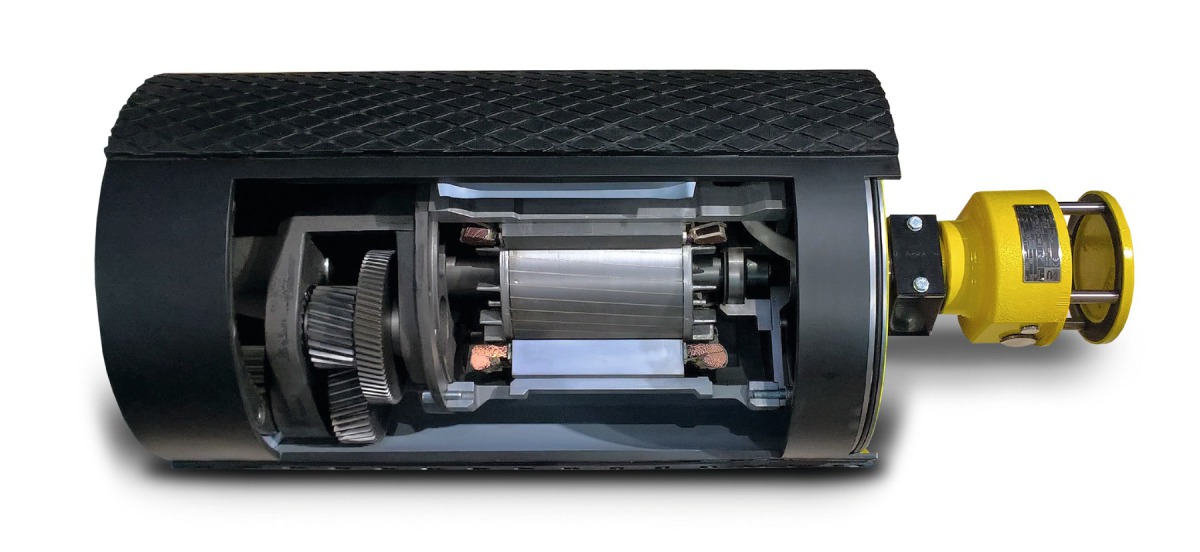
The motor is concealed in the tail pulley
Motorised pulleys protected in accordance with IP66/67, on the other hand, provide a compact and entirely enclosed drive unit for belt-conveyor systems. They integrate the motor and gearbox inside the hermetically sealed drive pulley, which is needed at the tail end of the belt conveyor anyway (Fig. 1). This makes them immune to all possible environmental influences, such as dust, water, oil and lubricants, as well as other harmful substances. Thanks to this robust design, they can generally be operated for years on end without any maintenance whatsoever. In addition, components are also actively saved. Due to the gearbox geometry, motorised pulleys also offer greater energy-efficiency than conventional motor/gearbox combinations, signifying that, all in all, there are many reasons for using motorised pulleys. The highest demands are made during the processing of salt, potash and fertilisers where abrasive and corrosive influences are particularly strong.
Protection against corrosion and abrasion
Cargill Deicing, a deep salt mine and barge loading terminal located on Avery Island, Louisiana, for instance, is challenged by the effects of corrosion and abrasion resulting from salt accumulations in the damp swamp region of Louisiana. Exposed belt-conveyor drive systems were previously in use, but the company converted them for this reason to internal drives. For this purpose, Cargill put its faith in standardised motorised pulleys with 500 – 600 millimetre diameter, 15 – 44 kW and 2.44 to 3.05 m/s (480 – 600 fpm) that are precisely designed for the 800 mm and 950 mm conveyor widths used (Fig. 2). The special features of the specific motor design for Cargill include an inorganic high-zinc primer, a 0.305 mm (12 Mil) thick coating with Carboline Carbomastic CM15FC, regreasable labyrinth seals and stainless-steel shafts. The paint coating protects steel and cast-iron surfaces, while the labyrinth seals form a grease barrier for the protection of all double-lip shaft seals. In addition, Class H motors and synthetic oil protect the drive system against the heat of the humid swamp climate of Louisiana. The company is extremely satisfied with the performance of the motorised pulleys installed, since it has thus proven possible to improve the reliability of the conveying systems and, at the same time, reduce service and maintenance costs.
Protected even in case of occasional flooding
Other companies have gained similar experiences. The Buzzi Unicem USA cement plant, located at Pryor, Oklahoma, for example, uses two motorised pulleys in its 167 m long reclaim tunnel conveyor (Fig. 3). This moves high-calcium limestone from the covered bulk storage facility to the ball mills, where additional ingredients are added. Hermetic sealing of the drive unit, was of particular importance to Buzzi Unicem, since high-calcium limestone is extremely abrasive. In addition, they experienced occasional flooding of the tunnel. Starting at the head of the belt conveyor, the original drive consisted of a 55 kW motor with a gear reducer for the drive pulley. Due to the high tension in the belt’s carrying strand, starting the conveyor caused a sharp belt bounce of up to 1.2 m in the horizontal-concave curve at the exit from the tunnel. Two 37 kW motorised pulleys with 630 mm diameter have now been installed at the head and tail of the conveyer belt. The low weight and easy alignment of the motorised pulleys meant that they could be installed in a single shift. The new 50 hp drive system, with its start-up torque of 200 %, now eliminates the problem of inadequate power at start-up. It was also possible to reduce side tension, since the two drives together have a belt wrap totalling 360 °, instead of 180 °. This effectively prevents bounce when starting an empty belt. In addition, the dual drive system prolongs the service-life of the belt significantly.
Protected even against aggressive chemicals
PT Petrokimia Gresik, in Indonesia, is another convinced customer. The company, situated 50 km from Surabaya, on the island of Java, produces nitrogen fertilisers from urea, among other products. Here, too, a decision was taken in favour of installing motorised pulleys in the conveying system, in order to use drives that were resistant to the aggressive chemical behaviour of urea. Motors with diameters of 320 mm – 630 mm and drive ratings of up to 45 kW are installed (Fig. 4). This is the third large-scale plant of this type in Indonesia.
An important component even without the integrated motor
In addition to the approriate motorised pulleys, every bulk material conveyor also needs passive tail and idler pulleys, which are of great importance for the availability of the conveyor. If they should fail, for example, because ball bearings overheat or get stuck, belt fires which can have disastrous consequences may occur as a result of friction. Precisely balanced pulleys are therefore of importance for conveyors which must meet high demands in terms of assuredness of supply. A conveyor that serves as a good example of this is located in China. It was constructed for China Resources Cement (Huarun Group), and is currently one of the longest belt conveyors ever constructed in Asia (Fig. 5). It is equipped with 180 000 rollers for its two conveying belts of 40 km in length. Some 30 000 t of limestone are conveyed each day from the quarry to the cement plant located at Fengkai, one of the world‘s largest. Each line consists of three curved long-distance belt conveyors (11, 12 and 17 km), which are powered by a total of nineteen drives, each with 750 kW, at a belt speed of 5 m/s. The curved conveyors are designed with a belt width of 1400 mm, a belt tension of 3,150 N/mm and a thickness of 24 mm. These belts cross twenty-five hills and mountains, but also roads and rivers. One can easily imagine that the failure of just one such conveying line can cause immense economic harm.
Quality also optimises shareholder value
Not every conveyor needs such a high quality in the design of the pulleys. The quality of an idler pulley is, nonetheless, ultimately also decisive for relatively simple conveyors, since savings made in the year of investment in the pulley will frequently result in the need to obtain a replacement idler pulley in the following years, whereas a high-quality pulley can be operated for years on end without the need to purchase any replacement. An investment in a higher quality pulley thus pays off in as little as around 1.5 years. Not all suppliers to cement plants in Germany, for instance, have recognised this fact yet, since they concentrate more primarily on short-term shareholder value than on long-term perspectives. To this extent, there is greater need to catch up in Germany than in China, as far as “Made In Germany” quality is concerned, despite the fact that suppliers of such pulleys, including the Aschersleben-based company Rulmeca, are effectively located “on their doorstep”, and, in addition, continually introduce the latest innovations to the market. At the bauma 2019, for example, Rulmeca unveiled a “smart” pulley (Fig. 6) which is intended to make IoT-based monitoring of the temperatures of such idler pulleys possible. It is planned to achieve maturity for series production during the next year or two.
Even more energy-efficient and robust versions
available soon
The all new motorised pulleys (also unveiled at bauma 2019) will be available somewhat sooner; thanks to optimised components, they have again gained significantly in energy-efficiency and provide further improved robustness and therefore also plant availability. The energy-efficiency of this new TM400 generation of motorised pulleys, with rated power outputs of 2.2 to 15.0 kW (Fig. 7), has been increased by an average of 4.5 % at peak load thanks to the use of more efficient electric motors. Savings of as much as 12 % are now also possible, depending on the service conditions. Both operating costs and the CO2 balance can, as a result, be significantly improved.
In order to boost the already extremely reliable continuous operation of bulk-materials conveying systems even more reliably, the bearings of the gearbox components have once again been optimised, thereby raising the already high mean time between failure (MTBF) of Rulmeca‘s new TM400 motorised pulleys even further.
The new TM400 generation of motorised pulleys will be available in series production from the fourth quarter of 2019. Users can convert to the new generation without any design effort, with the result that existing plants can also benefit from Rulmeca‘s new motorised pulleys if a motor replacement becomes necessary.
Conclusion
As the described examples have shown, the experience of bulk-material users in cement plants and salt mines, as well as in fertiliser production, are typical: large scale international plants are increasingly putting their faith in motorised pulleys for their conveying systems, since such pulleys are more robust last longer and, in addition, assure a greater level of protection against moisture, abrasion, corrosion and dirt. Some users still have to learn, even today, that high quality is also advisable in the case of conveyor pulleys.





