Optimisation of design of the special hammer mill

Summary: The special hammer mill takes the form of integration of the processes of comminution and drying for moist bulk products. Quantitative examination of the two processes makes it possible to balance the comminution and drying functions and thus to optimise the equipment for investment and operating costs. The focus of this article is on comminution and optimisation, with reference to drying as examined in a specialist article published last year in AT MINERAL PROCESSING (11/2019, pp. 44-56).
Introduction
Large-particled moist bulk products may originate from quarries, and also from industrial production from upstream processes. They generally require comminution and drying in order to permit further processing. This may be performed either individually or, also, jointly. The individual variant offers the advantage that the dryer and the mill can in each case be optimally designed and operated. The high investment costs for equipment and for operation are the corresponding drawbacks. In joint drying and grinding, the advantages and drawbacks are reversed. This article is intended as a contribution for the use of both variants in the design of the special hammer mill.
Fundamentals of the optimum design
The spatial drying rate is set as the quotient of the evaporated quantity of water to the volume of the drying space by Krischer, Kröll [1] as the design criterion for drying. A Drying Index Ktr, which relates the Gas Volumetric Flow V· to the equipment dimensions Rotor Diameter D and Rotor Width B, is defined as an analogous criterion as a definitive variable for design of the Special hammer mill.
Ktr = V․
D·B
The drying index has been determined on the basis of the special hammer mills of the FAM type. The gas volumetric flow is made up of the total of the drying gases and the water evaporated. The heat balance to be drawn up is composed of the following items:
Water evaporation
Heating of material
Residual heating of water
Waste-gas heating
Losses to the walls
The heat balance then determines the quantity of fuel from which combustion calculations are performed for the volumetric drying gas flow sought and the above relationship between the rotor diameter and the rotor width.
The power requirement resulting from grindability is also definitive for determination of the size of the special hammer mill. In accordance with [2] and [3], Power Requirement P may be determined from Diameter D, Speed of Rotation n, Number of Hammers z and Mass of Hammers mH.
P = 2,3 × 10(-7) × mH × D2 × n3 × z × f
Factor f is included in the table only in the peripheral speed range between 17 and 40 m/s. The range between 40 and 60 m/s is precisely of interest for operation of the special hammer mill, however. By means of tests, the factor may be determined to be:
f = 0,4/vU1,5
A constant peripheral speed of 55 m/s for fine comminution and 40 m/s for coarse comminution applies, irrespective of equipment size, as a design criterion.
vU = D·π·n
60
Optimisation is possible thanks to the division of the number of hammers into the number of series of hammers ZB and the number of series of strikers ZD. The number of series of hammers is parallel to the number of series arranged on the rotor and the number of series of strikers can be found on the circumference of the rotor.
P=1,6·10-3 mH·v3U·ZD·ZB·f
D
For all the sizes possible for the special hammer mill type, the values D; zD; zB and mH are summarised in the form of a table and then augmented by the variables vU and f. The power requirement can then be calculated using the equation above in the table. This should then be compared to the necessary power requirement resulting from the grinding stock and the sizes of values D and B then determined. The necessary specific energy requirement asp for this purpose can then be calculated from the Bond Value Wi or used directly.
asp = Wi
1 1
√d80F - √d80A
The design of the special hammer mill with the drying function is already described and explained by examples in [4]. These examples are cited and the design of the special hammer mill augmented with comminution in this article.
Case 1 – Drying determines size
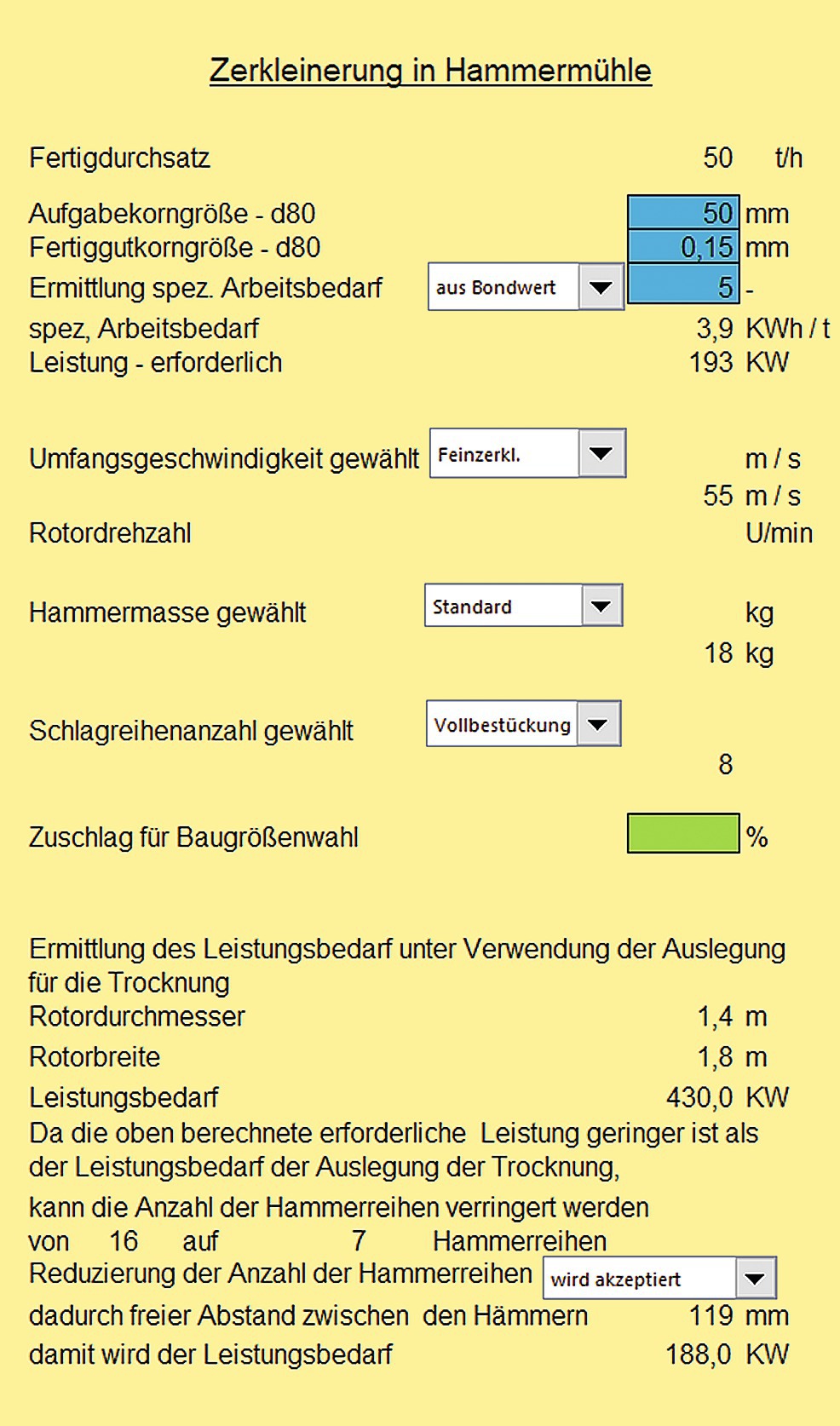
The special hammer mill designed as an example for drying in [4] has a throughput of 50 t/h and dries limestone from 6 % to 1 %. Rotor diameter is 1.4 m and rotor width 1.8 m, power requirement is 430 kW. At a Bond Value of 5 kWh/t, the design involving comminution in this article then requires a specific energy requirement of 3.9 kWh/t and a power requirement of 193 kW. Since this is lower than that stated above, the number of series of hammers can be reduced from the standard quantity of 16 to 7. There thus results a distance between the series of hammers of 119 mm. If this distance is too large, there is the hazard that larger particles will remain uncomminuted (Figure 1).
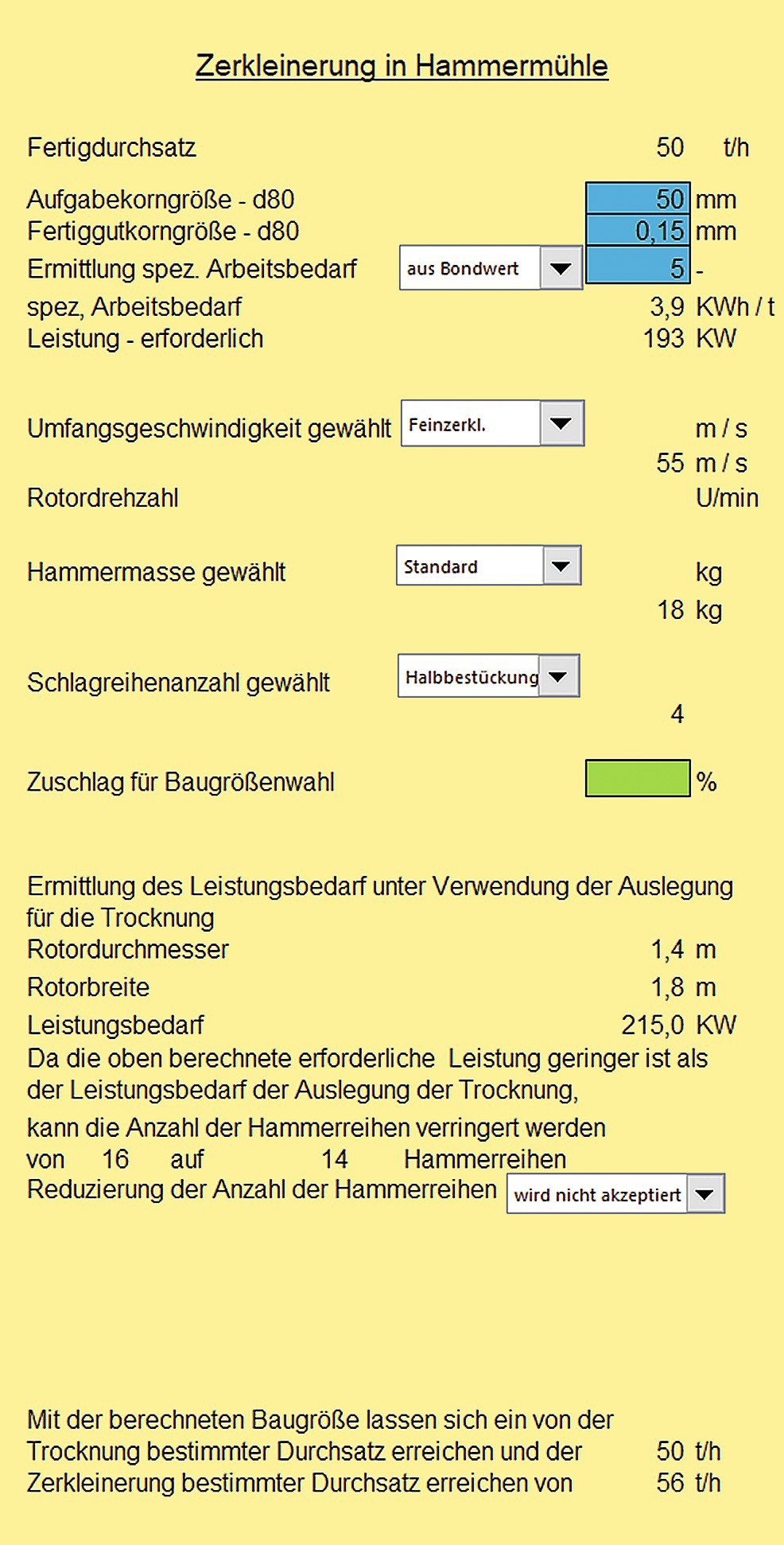
The calculation program provides a further possibility of adapting the energy used to the energy requirement needed. The reduction of the series of hammers is “not confirmed” and the number of striker series is reduced from complete to half-level equipping, i.e. from 8 to 4 striker series. This variant of optimisation can be used if the power requirement of the special hammer mill is sufficient. If this is not the case, the number of series of hammers can be reduced (Figure 2).
Case 2 – Comminution determines size
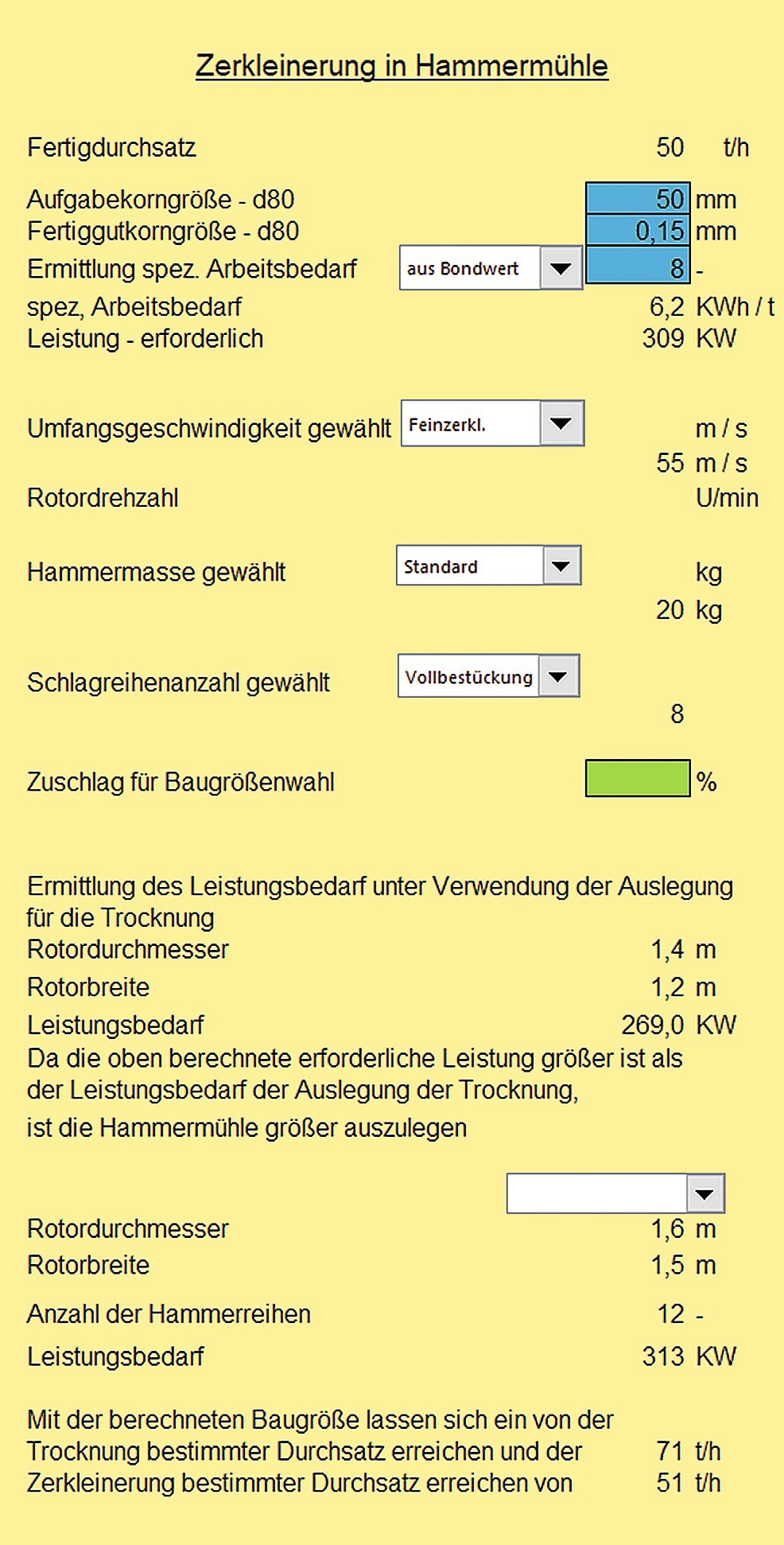
50 t/h limestone can be dried and ground at 4 % moisture and a Bond Value of 8 kWh/t. Specific energy requirement is 6.2 kWh/t and the necessary power requirement 309 kW. The design of the special hammer mill for drying will have a rotor diameter of 1.4 m and a rotor width of 1.2 m and a power requirement of 269 kW. Since this is lower than the power requirement stated to be necessary above, of 309 kW, a larger special hammer mill with a rotor diameter of 1.6 m and a rotor width of 1.5 m and a power requirement of 313 kW will be selected. In Case 1, the comminution tools can be adapted to meet requirements. This design possibility is not present here. A process-engineering modification could result, due to the low residual moisture, in a reduction of the drying temperature and thus a reduction in the heat requirement (Figure 3).
Summarising assessment
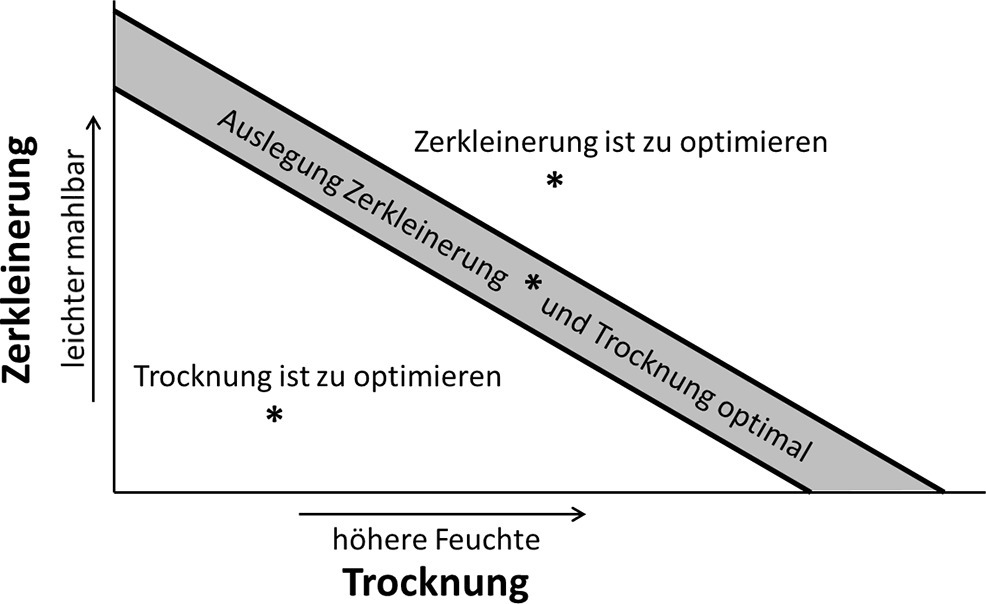
The qualitative correlation of optimisation in Figure 4 and the quantitative view in Figure 5 are here presented and discussed. Two examples are discussed: Easily grindable marly limestone is examined in the first. The design size of the special hammer mill is determined for drying. The field above the diagonal, at which the design for drying and comminution are the same, apply. Comminution requires optimisation. In the second example, poorly grindable limestone is used, with the result that comminution determines the equipment size, despite the fact that a smaller special hammer mill could be used for drying. Here, the field below the diagonal is correct.
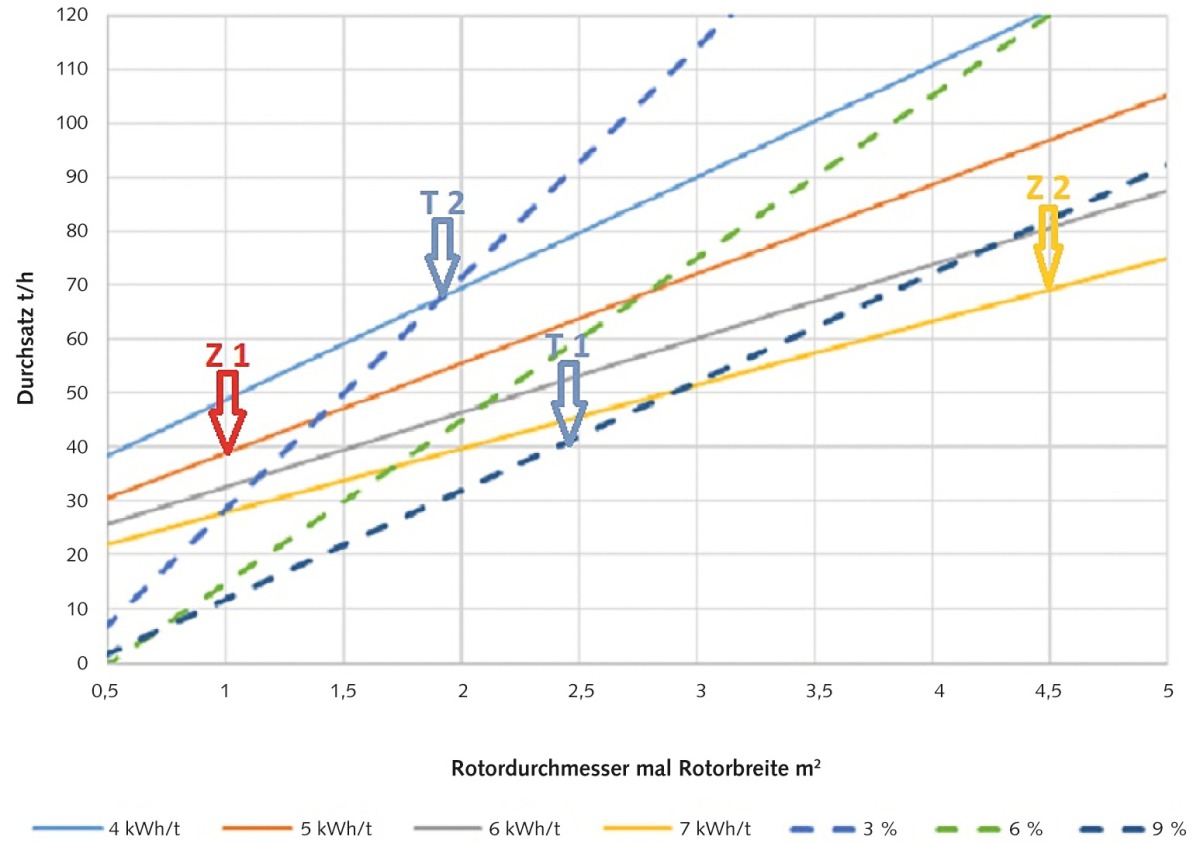
Throughput is plotted in the image against equipment size, marked by the product of rotor diameter multiplied by rotor size, using the calculation program. The throughput for comminution (continuous lines) is plotted for various values of the specific energy requirement (4; 5; 6 and 7 kWh/t) and the throughput for drying (hatched lines) for variable feed moisture contents (3; 6 and 9 %).
In Figure 5, the first example is for a throughput of 40 t/h, a low grindability of asp = 5 kWh/t and a moisture content of 9 % is entered. The equipment size is selected to correspond to moisture at D · B =2.5 m². Since a small value is sufficient for comminution, comminution needs to be optimised. As shown in Case 1, reduction of the number of series of hammers or of the number of striker series can be considered, for example. In the second example with a throughput of 70 t/h and a poorer grindability of asp = 7 kWh/t and a lower moisture content of 3 %, comminution is definitive for an equipment size of D · B = 4.5 m²
In [5], the macro-processes of mechanical process-engineering are examined in individual and joint procedures with and without modification of particle size. In practice, these are applied in conjunction with thermal process-engineering methods. In research and in practice, these generally pursue separate paths, although they do frequently influence themselves in their micro-processes. The creation of new surfaces in comminution can, for example, result in the improvement of effectiveness in the thermal processes for drying, heating, cooling and the chemical reactions of solids. The coordination of the processes thus possible permits optimisation of the design of the equipment. In [6], this has occurred for the above-mentioned processes of selected equipment for, for example, grinding and drying in a ball tube mill. This article adds to this subject with the further optimum design of a special hammer mill.
Literatur/Literature:
[1] Kröll, O.; Trockner und Trocknungsverfahren, Springer-Verlag
[2] Höffl, K.; Zerkleinerungs – und Klassiermaschinen , Schlüterische Verlagsanstalt und Druckerei
[3] Duda, H.; Cement – Data – Book, Bauverlag
[4] Hanisch, J.; Schramm, R.; Berechnung - Zur Auslegung von FAM Special hammer mills zur Zerkleinerung und Trocknung von Schüttgütern, AT International Aufbereitungstechnik (2019) No. 11, pp. 44 – 56
[5] Schubert, H.; Handbuch der Mechanischen Verfahrenstechnik; Wiley-VCH Verlag
[6] Schramm, R.; Zusammenhänge bei der Konzeption und Auslegung von Ausrüstungen der mechanischen Verfahrenstechnik für Feststoffe in Kombination mit thermischen Prozessen, Chemie Ingenieur Technik (2013) No. 10, pp. 1597 - 1604
Author:
Rüdiger Schramm, Zadcon GmbH, Dessau/Germany, schramm.dessau@t-online.de
After studying process engineering, Rüdiger Schramm completed his doctorate at the Bergakademie Freiberg about the connection between transport and comminution behaviour in ball mills. In cement plant construction in Dessau and the later KHD plant in Dessau, he was responsible for process engineering of the thermal and mechanical processes. The processes that occur there between 1963 and 2000, and the wide range of experience gained is now being used in a honorary activity in the successor company Zadcon GmbH Dessau.





