Three STEINERT KSS sorting systems extend the life of mine in Mexico

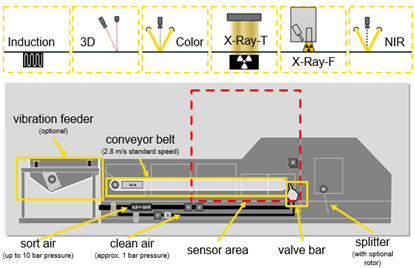



STEINERT has developed a unique concept, called “multi-sensor sorting or in short STEINERT KSS”. The STEINERT KSS sorting system applies that concept allowing the combination of one of the three main sensors (X-ray Transmission, X-ray Fluorescence, and NIR) with all the three additional sensors (Induction, 3D laser, and Color).
The main combination for mining is the X-ray transmission sensor added by a color, a 3D laser, and an induction sensor. This approach gives customers enormous flexibility to treat very difficult minerals like fluorspar, iron ore, polymetallic ores, gold ore, and others. The sensors are fine-tuned to detect to many physical properties, such as density, size, volume, brightness, color, inductivity, and conductivity. In this case, the main differentiating properties are density, size and color.
One machine, many solutions
Ore sorting is gaining acceptance in the mining industry with more and more sorting plant installations worldwide. This beneficiation technology can be applied as ROM pre-concentration, to generate a higher-grade and consistent grade mill-feed. Many installations process low-grade stockpiles to recovery of valuable minerals. The main advantages of waste rock sorting are cost reduction in transport, reduced milling cost, less fines/slimes disposal, and savings on water consumption.
Steinert’s Mexican client is continuously facing challenges of inconsistent grades due to waste rock dilution in their ROM ore. The sorters can be set to produce various grades of products depending on market demand for A-grade product at a premium price or lower-grade products.
Sensor sorting contributes to responsible mining
Nowadays there is an increasing emphasis on responsible mining relating to sustainability, preservation, and rehabilitation of the environment, as well prioritizing a fair division of economic and financial benefits for all stakeholder. Large mining groups are rethinking their traditional mining models by applying innovative technologies to adress responsible mining issues and also to improve their competitiveness.
The Sensor-Based Sorting (SBS) technology can play a significant part of this innovation process. The use of SBS technology provides better utilization of the ore bodies, extending reserves into lower grade areas, thereby extending the mine lifespan and extending the utilization of expensive catital such as the mine and process plant infrastructure. By eliminating waste rock from downstream processes, results in the reduction of energy, water consumption and chemical reagents. It also has a direct impact on tailings generation, once gangue is eliminated on coarser size fractions. All these benefitis are contributing to the current social and sustainability demands of the mining industry.
For the transformation of the mineral sector, innovation must form the fundamental basis for the long-awaited change. The digital revolution is already a reality, the concept of Industry 4.0 is increasingly used in the mining sector, and new technologies for ore treatment are progressively more accepted, especially dry processing techniques such as SBS.
Many competences, one team
The implementation of the project started with tests carried out at STEINERT Test and Development Center in Germany. Shortly after testing, STEINERT Latin American Head of Customer Support, Edwardes Dias, commissioned the first sorting system in 2018. This successful ore sorting plant consisting of three machines will be extended soon.
“STEINERT’s mining division in North and South America cooperates for the customer’s benefit,” says Vinícius Souto, Head of STEINERT Mining in Americas. “We brought together mineral processing experts, solutions consultants, service technicians, and after-sales services – all within reach when the customer needs them.”
The requirements for ore sorting applications are growing, demanding complete and flexible solutions. Facing these demands, STEINERT provides remote support that simplifies commissioning, monitoring, and control of client facilities. Besides the remote service solutions, Steinert maintains inventory of spare parts to ensure the shortest possible response time for customer support.