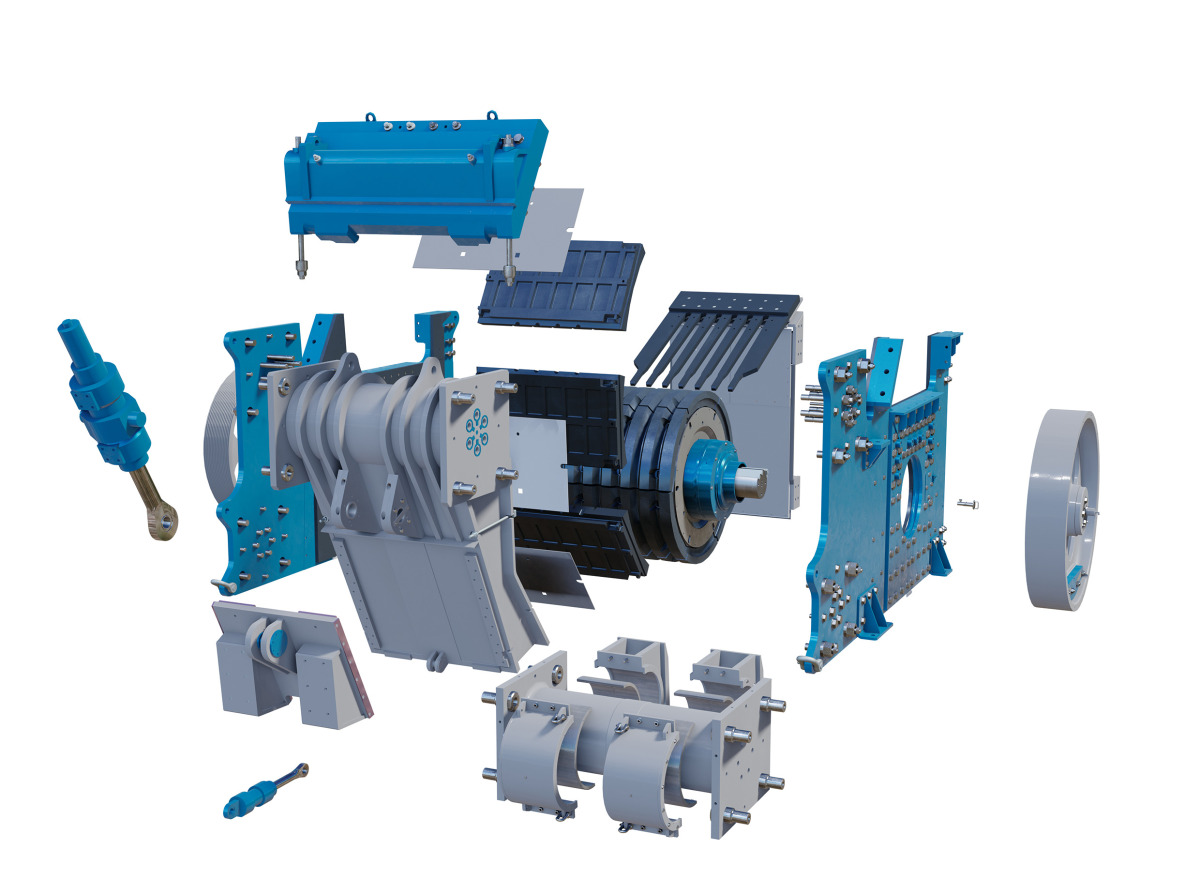
Newly developed eccentric roll crusher in industrial test plant



 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
 © tk Mining Technologies GmbH
© tk Mining Technologies GmbH
One of the most valuable assets of a major Australian gold producer is an underground block caving mine in New South Wales. This customer has been operating thyssenkrupp jaw gyratory crushers for over a decade and currently has four of these crushers in operation. For the use of the newly developed ERC® 25-25, an industrial trial plant was set up to test its potential for its further expansion projects.
Over the years, the jaw gyratory crushers have undergone a continuous improvement process that has resulted in higher throughput, lower power consumption, and longer wear part life. Apart from the excellent operational record of the jaw gyratory crusher technology, the client was interested in using the new developed ERC® (eccentric roll crusher) in an industrial test plant to prove its potential for their further expansion projects.
Potentially better performance in terms of product fineness and throughput were identified as key value drivers. In addition, the significantly smaller footprint and installation height of the ERC® could possibly lead to an installation in a smaller excavation closer to the underground ore body. Consequently, the purpose of the on-site trial was to evaluate the operational performance of the machine against the above value drivers.
The test facility consisted of a stationary crushing plant with feed hopper, apron feeder, ERC® 25-25, discharge/stockpile conveyor, electric equipment and auxiliaries. The plant was fed by means of heavy duty front loaders. The trial was conducted in 4 phases over a six-month period of operation in 2021:
Pre-trial with various feed material particle size distributions (PSD) (fine, intermediate, coarse) but constant large crusher gap and low eccentric shaft speed
Main trial with various settings – feed material PSD’s (fine, medium, coarse), various Closed Side Settings (CSS) and various eccentric shaft speeds
Continuous operation trial with ROM and selected machine settings
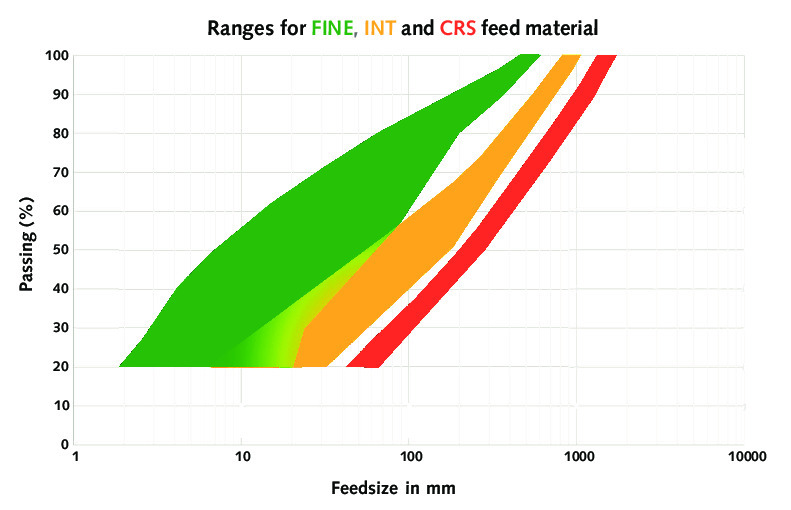
Feed material
The test plant was assembled close to a surface stockpile with material characteristics similar to the underground operation. In order to evaluate the particle size distribution (PSD), parts of the pile were separated by loaders into smaller piles of 20 – 50 tonnes and analysed by a photo-optical particle size analyser. Based on the findings, three different feed curves where blended with the aim to replicate PSD’s of the benchmark underground block cave operation.
Further feed material characteristics are:
Ore type: Gold/ Copper ore
Bulk density: 1.7 - 1.9 mt/m³
Moisture content: 2 – 6 %
UCS: Range between 75 – 250 MPa and design
of approx. 150 MPa
Brazilian tensile strength (BTS): 10 – 18 MPa
CERCHAR Abrasion avg. 5.1
Throughput
Previous trials with the ERC® 25-25 have shown that the crusher is capable of a throughput performance of more than 3000 t/h. In contrast to the test in Australia, the feed material was found to be less hard (average UCS 100 – 120 MPa) and for primary crushers more common settings of 110 mm – 160 mm CSS were in focus.
Normal trends for crushers i.e. that the throughput is dropping with smaller CSS have been seen during the tests in a reasonable consistent manner. The tests showed the ability of the ERC® to capture and crush effectively large rocks of up to approx. 2 m³ volume. What stands out is that throughput increases with increasing eccentric speed. The tests revealed that an eccentric speed at the upper end of the design range offers the highest throughput with a delta in capacity of up to 20 – 30 % compared with lower speeds. The effect was most evident with the coarser early stage feed and not so obvious with finer mid stage feed.
During the tests two grizzly configurations have been used, initially with a cut size of approx. 150 mm, and later, with the aim of a better product size control, with a cut size of approx. 90 mm. The smaller cut size not only resulted in the desired smaller product size, but unfortunately also in a significantly poorer screening efficiency. The open area dropped from 43 % to as low as 24 %. This is because the smaller cut size has been applied on the existing assembly and consequently resulted in a significant lower open area. This would not be the case if a specific screen design would be applied for such cut size. In association with a higher amount of coarse particles and wet feed this results in a more choke feed-like condition with an overload on the grizzly and increased carry-over into the crushing chamber. As a consequence, throughput varied more significantly with a smaller cut size.
From a practical standpoint, the trial highlighted an enormous potential for improvement on the integrated grizzly. Bypassing the crushing chamber with a higher amount of undersize fraction via a more efficient grizzly will have an impact on throughput, possible closed side settings and wear rate of the crushing members.
As general finding, the test results obtained regarding throughput of the trial were subject to relatively high variability, which can be attributed primarily to difficulties in preparing a homogenized feed material for each test.
Power consumption
The key operational factors have been found with the filling level of the crushing chamber and the eccentric shaft speed. Controlled feed and lower shaft speeds results in lower values than choke feed conditions.
The ERC® 25-25 has been operated with an installed power of 630 kW for the crusher drive motor. The actual power consumption found during the trial campaign ranges between 150 kW and 400 kW. Throughout all feed material PSD’s and gap settings the lower and medium speeds results in 150 – 300 kW, whereas eccentric speeds at the upper end of the design range pushes the power draw to 300 – 400 kW. Power consumptions of more than 600 kW for a longer period of time (> 30 sec) have only been seen when the crusher chamber was overloaded.
The findings allow the conclusion that under the condition of a controlled feed into the crusher the installed power rating for applications similar to those tested during the trial can be reduced to 450 kW.
With respect to the specific power draw, the test work program has shown that with the ERC® advantage can be gained from higher energy efficiency. The operation data record of the existing jaw gyratory crushers type BK 63-75 in Australia shows in comparable ore bodies a specific power draw of approx. 0,3 kWh/t, whereas the ERC® 25-25 has shown a significantly lower power consumption with an average of approx.0,15 kWh/t throughout the test.
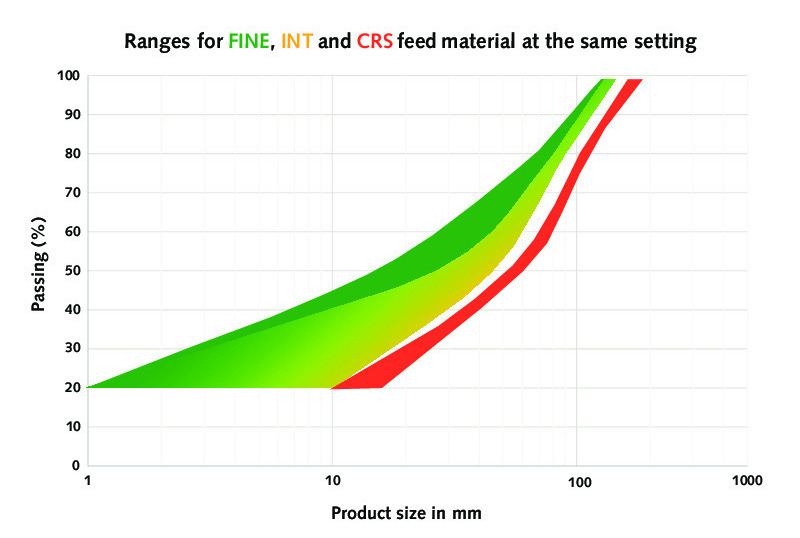
Product size
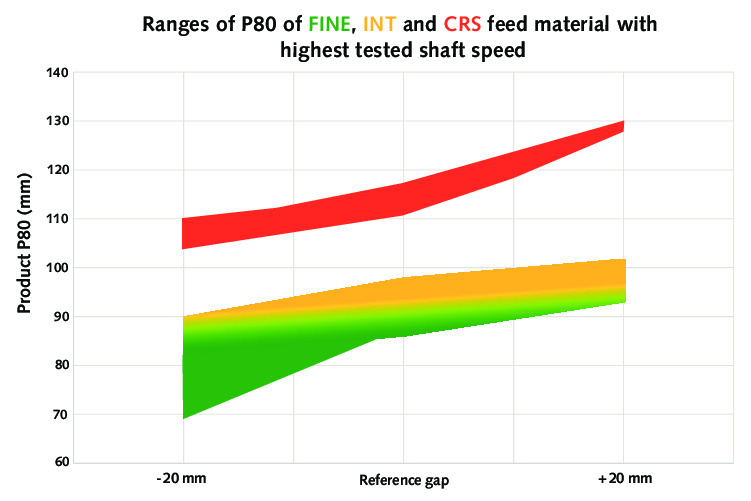
The product size distribution from the ERC® was similar to the values experienced from the jaw gyratory crusher operation at benchmark operation, throughout all cases. As indicated earlier, the trial has shown a significant benefit of higher eccentric speeds with regards to throughput. A similar positive effect was found in respect to the product size, which decreases noticeably with the speed at the upper end of the design range and was certainly a factor to achieve the benchmark values for product size in the various stages of the block caving operation.
From the feed material characteristics point of view, the particle size distributions for mid stage and late stage were somewhat coarser than it would be expected for the benchmark operation in the Australian underground mine. As mentioned earlier in the throughput discussion, two grizzly configurations have been used during the trial. The tests with coarse feed material were conducted using the grizzly with the 150 mm cut size, whereas the finer feed was presented to the 90 mm cut size grizzly with a much lower open area of approx. 24 %. Grizzly efficiency became than a greater issue with overload and carry over effects. In effect, the limiting feature for product size varies with the feed.
Further, it should be noted that the assessment was undertaken without the option to adjust certain machine parameters, which are considered to have an impact on the product size. On the one hand there is the enormous stroke of the machine, which in case of the ERC® 25-25 being used during the trial is close to double of that value applicable for the jaw gyratory crusher. On the other hand, the roll liner geometry was shaped to match requirements of an average primary crushing application. In effect, coarse particles could pass to an extent which certainly causes an impact on the product particle size distributions.
As a conclusion on this topic it goes without saying that both the actual grizzly configuration (i.e. cut size, length), the selected machine parameters (i.e. stroke) and liner set up are considered as performance drivers for future applications.
Wear liner lifetime
Primary crushing performance tests are challenging because of the need to obtain a homogenous feed material mix throughout the limited timeframe of the test campaign. This in particular applies to the performance trials to gain robust results on the liner wear rate where in addition a sufficient tonnage is a must.
In case of the trials it should be noted that the wear life assessment was undertaken based on laser scanning measurements of the crushing members conducted before and after the test campaign with a total tonnage of 200 kt throughout all cases, machine settings and feed PSD’s.
The roll liner wear rate matches the benchmark values taken form the matured jaw gyratory crusher installations. As well the scans had shown that the wear was uniform over the whole girth of the roll so that much potential for improvements in comparison to the jaw gyratory crushers can be expected. The rate for the lower jaw liner has been identified with a question mark, with the given set up, crusher settings and liner design being used during the trials and the restriction that the assessment was undertaken during a rather short consecutive trial period and the total tonnage processed was limited.
Abrasion values obtained from testing of the stockpile material being used for the crusher feed suggest that it is more abrasive than the underground mine material.
Potential improvements both with respect to design modifications to major components (e.g. longer, more inclined grizzly with higher screen efficiency) and liner execution (e.g. shape, thickness, material composition with high alloys) have been identified and made a decisive contribution to the development of the next generation, the ERC® Pro. Initial evaluation on the topic has shown that with those considerations life time can match the jaw gyratory crusher performance but with potential lower maintenance efforts and less downtime.
Conclusion
Throughput and performance figures match those of the jaw gyratory crusher. Within the range of various machine settings, the test work proved that the benchmark values of 1500 – 3000 t/h throughput were achieved in all cases except one set of test conditions with mid stage feed. During the test series the ERC operate with a much lower power draw with up to 50 % savings throughout different throughputs and eccentric speeds. The significantly lower power consumption adds a significant potential to reduce CO2 footprint for the customers
The data from the trial indicated that the highest tested eccentric speed at the upper end of the design range can be considered as “sweet spot” for the ERC® at the industrial test plant resulting in the highest throughput, finest product and low loads.
Liner wear rate performance, in particular of the lower jaw liner, has been identified with a question mark, however, keeping in mind that the assessment was undertaken during a rather short consecutive trial period and the total tonnage processed was limited.
The processing performance shown during the trials leaves the conclusion that the ERC® is not only on par with the matured jaw gyratory crusher, with the benefit of a smaller footprint, but certainly opens up great potential for further improvements.
Next generation: ERC® Pro
The ERC® 25-25 being used for the trial at the Industrial Test Plant is the very first machine of its kind ever built and represents the initial crusher design. Starting from operational experiences with successor machines like an ERC® 18-14 the crusher has been further developed to the current model ERC® Pro. Value drivers identified by thyssenkrupp have been the further increase in throughput, improvement of crusher product quality and extension of lifetime of crushing members and liners. Simplicity and safety of erection and maintenance were also in focus.
Major modifications at a glance:
A longer grizzly with larger open area provides a significantly higher screen efficiency for more capacity and lower wear rate on liners. The rotatable arrangement ensures better accessibility for maintenance.
Bearing assembly of the roll is mounted to the housing by means of a modified arrangement which provides more robustness and allows for easier and safer replacement of the roll assembly. With the modified design a base frame is no longer necessary.
The modified pivot point of the jaw in combination with a steeper chamber layout pushes crusher capacity, improves reception of crushing forces, reduces bearing loads and increases component lifetime.
The newly designed housing made of clean flat steel plates and 100 % bolted connections results in more resistance to crushing forces, reduces manufacturing efforts and shortens the erection schedule.
New designed liners of jaw and roll with less aggressive shape and more consumable wear material increase up to 2 ½ times more lifetime.
The new ERC® Pro goes down well with potential customers and a number of crushers have been sold meanwhile to Mining Clients for their operations in iron ore, copper and diamonds.
Authors:
Dr.-Ing. Piotr Szczelina
Product Lifecycle Manager, tk Mining Technologies GmbH, Ennigerloh/Germany
After studying mechanical engineering at the AGH Wissenschaftlich-Technische Universität Krakau, with a focus on mineral processing machinery (1988-1994), Piotr Szczelina worked as a research assistant at the Institute of Mineral Processing Machinery at TU Bergakademie Freiberg (1995-2000). From 2000-2021, Piotr Szczelina worked in the research and development department at thyssenkrupp Industrial Solutions, dealing with the development of processing machines. In 2021 he took over the duties as Product Lifecycle Manager at tk Mining Technologies.
Tobias Koch
Head of Technical Proposal/Sales – Minerals, tk Mining Technologies GmbH, Ennigerloh/Germany
Tobias Koch achieved a B. Eng “Mineral Resources Engineering” and M. Sc “Technical Business Administration” at the Technical University „Georg Agricola” in Bochum. In 2011 he joined Ashland Industries as application specialist for raw & construction materials. From 2015 he was involved in different technical sales roles for single machines and plants with focus on crushing and screening within tk Mining Technologies. Since March 2022 he is leading the technical proposal team for the crushing division.
Nicolai Papajewski
Research & Development – tk Mining Technologies GmbH, Ennigerloh/Germany
Nicolai Papajewski studied “Mineral Resources Engineering” at the Technical University „Georg Agricola” in Bochum. Since 2012 he was involved in several projects and products as an R&D engineer for tk Mining Technologies with the main focus on the Eccentric Roll Crusher, Cone Crushers, Jaw Gyratory Crushers and Gyratory Crushers. He was also in charge for the latest ERC test in Australia. Today he is leading the Product R&D Technologies department including advanced design, technical calculation and testing and process flow.




