Vorteile und Einsatzgebiete, vergleichende Siebversuche
 © Helfried Gschaider
© Helfried Gschaider
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Binder+Co AG
© Binder+Co AG
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Helfried Gschaider
© Helfried Gschaider
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
 © Binder+Co AG
© Binder+Co AG
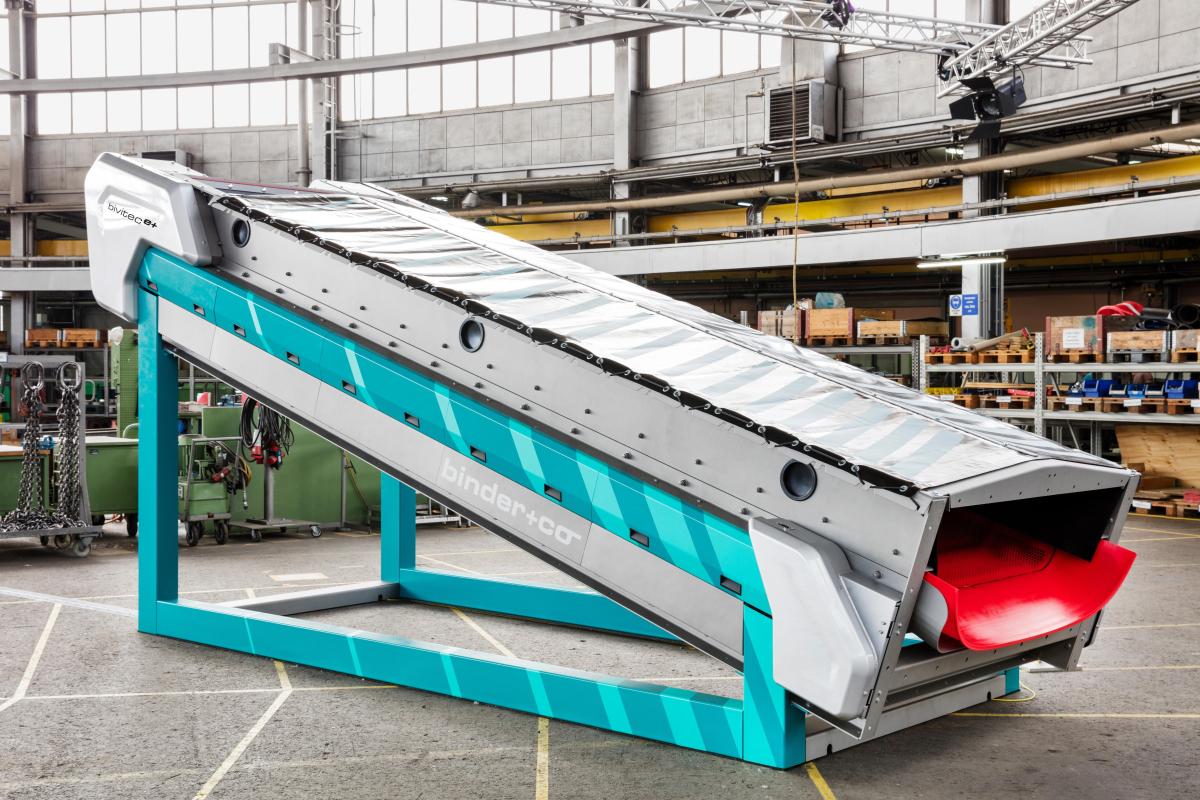
Die BIVITEC e+ vereint zwei von Binder+Co entwickelte Technologien in einer Siebmaschine: die niedrigen dynamischen Lasten durch Massenausgleich der Resonanzsiebmaschine und das Spannwellensystem der BIVITEC. Das ergibt eine leichte Bauweise und eine geringe Antriebsleistung. In dem nachfolgenden Bericht werden die Überlegungen zur Entwicklung einer neuen Typenserie skizziert, Vorteile und Einsatzgebiete der neu entwickelten Siebmaschinen erläutert, vergleichende Siebversuche beschrieben, Versuchsergebnisse dargestellt sowie mehrere Fallbeispiele illustriert.
1 Einführung
Binder+Co entwickelte in den 1980er Jahren die Typenreihe des Spannwellensiebes BIVITEC zur Klassierung siebschwieriger Materialien. Diese international bekannten und weltweit eingesetzten Maschinen haben schwingende Siebkästen, die sich über Unterstützungsfedern auf Beton- oder Stahlbühnen abstützen und mittels Unwuchterreger in Schwingung versetzt werden. Dabei treten statische und dynamische Lasten auf, die besonders bei größeren Maschinen hohe Anforderungen an die Unterstützungskonstruktion stellen und entsprechende Kosten verursachen. Seit mehr als 65 Jahren fertigt Binder+Co auch horizontal aufgestellte Resonanzsiebmaschinen, die durch gegengleiche Schwingung von zwei annähernd massengleichen Siebdecks relativ geringe dynamische Lasten in die Umgebung einleiten. Diese Maschinen zählen zu den konventionellen Siebmaschinen mit starren Siebbelägen und werden über Schubgummiblöcke auf Bühnen abgestützt. Die Grundidee war, diese beiden bewährten Systeme in einer neuen Typenserie von Spannwellensiebmaschinen (BIVITEC e+) zu vereinen [1]. Als übergeordnetes Ziel galt es, aus den daraus resultierenden Produkteigenschaften einen hohen Nutzen für die Betreiber derartiger Siebmaschinen sowohl hinsichtlich Investitionskosten als auch Betriebskosten zu generieren.
Die ersten Maschinen dieser neuen Typenserie wurden im Jahr 2019 entwickelt und haben einen stationären Siebkasten. Eine Abstützung über Federelemente auf die Unterstützungskonstruktion ist nicht erforderlich, kann aber in Einzelfällen zur weiteren Reduktion der dynamischen Lasten Vorteile bringen. Durch einen nahezu vollkommenen Massenausgleich von zwei sich gegenläufig bewegenden Schwingmassen S1 und S2 treten nur sehr geringe dynamische Restkräfte auf (Bild 1). Die Schwingmassen werden über einen Exzentererreger angetrieben und im Resonanzbereich betrieben. Zwischen den jeweiligen Querträgern fixierte Siebmatten werden abwechselnd gestreckt und gestaucht, dies führt zu einem Peitscheneffekt, der verbunden mit einer Siebdeckneigung von ca. 15° bis 25° eine Materialförderung und entsprechend trennscharfe Siebung gewährleistet. Aufgrund der geringen bewegten Schwingmassen verbunden mit dem Resonanzprinzip wird bei der neuen Typenserie BIVITEC e+ in der Eindeckerausführung im Vergleich zu herkömmlichen BIVITEC- Siebmaschinen nur ca. ein Drittel der elektrischen Energie für den Antriebsmotor benötigt. Bei großen Maschinentypen lässt sich eine Gewichtsreduktion von bis zu 40 % gegenüber einer klassischen BIVITEC erzielen. Die Maschinencharakteristik bzw. Betriebsfrequenz ist über einen am Motor angebauten Frequenzumformer nahezu stufenlos einstellbar bzw. regelbar und lässt sich schnell und einfach an das jeweilige Siebgut optimal anpassen.
2 Vorteile und Einsatzgebiete BIVITEC e+
Je nach Aufgabenstellung bzw. Projektsituation sind insbesondere die folgenden Vorteile und Einsatzgebiete von entsprechend hoher Bedeutung:
geringe dynamische Lasten
geringer Energiebedarf
stufenlose Einstellbarkeit und Regelbarkeit der Schwingcharakteristik
kompakte Bauweise
staubhemmende Ausführung leicht umsetzbar
Siebdeckflächen von 1,2 m² bis 49 m²
feinste bis mittlere Trennschnitte
für stationäre und mobile Anlagen
Eine herausragende Eigenschaft der neuen Typenserie betrifft die sehr niedrigen erforderlichen Antriebsleistungen der Siebmaschinen. Zur Veranschaulichung der sich daraus ergebenden Energieeinsparung bzw. der extrem geringeren Antriebsnennleistungen sollen nachfolgend die Eindeckermaschinen der Typenreihe „KRL“ („klassische“ BIVITEC-Siebmaschinen mit „kreisförmiger“ Grundschwingung) mit den Maschinen der neuen Typenreihe „EXL“ (BIVITEC e+) miteinander verglichen werden. Der Siebmaschinenstandard „KRL“ umfasst 45 Eindecker mit Siebdeckbreiten von 0,8 m bis 3,5 m sowie Siebdecklängen von 3 m bis 12 m. Die Siebdeckbreiten kennzeichnen die jeweiligen Innenmaße, die dem Absiebungsvorgang zur Verfügung stehen (gelochter Siebmattenbereich). Die Siebdecklängen geben jeweils die Abstände von der ersten gelochten bis einschließlich der letzten gelochten Siebmatte der betrachteten Siebdecks an. Bei der BIVITEC e+ (Typenkennzeichen „EXL“) sind aufgrund der maximalen Standardsiebdecklänge von 14 m noch größere Siebdeckflächen möglich. Die „EXL-Standardmatrix“ enthält 93 Eindeckmaschinen mit Siebdeckbreiten von 1 m bis 3,5 m und Siebdecklängen von 4,7 m bis 14 m. Die größte Siebdeckfläche je Deck beträgt somit 49 m² (3,5 m x 14 m) und ermöglicht bei einer Dreideckmaschine eine Gesamtsiebdeckfläche von 147 m².
In Bild 2 sind die Antriebsnennleistungen (kW) den jeweiligen Siebdeckflächen (m²) zugeordnet. Die in Summe 45 Punkte – dargestellt als „rot gefüllte“ Kreise – kennzeichnen die Eindeckmaschinen der „klassischen“ KRL-Maschinen. Im Vergleich dazu erfolgte die Kennzeichnung der Maschinen aus der neuen Typenreihe (BIVITEC e+ bzw. EXL) durch 93 „blau gefüllte“ Quadrate. Betrachtet man diese beiden „Punktwolken“, so lassen sich die wesentlich geringeren Antriebsnennleistungen der Siebmaschinen der neuen Typenserie deutlich ablesen. Zu jeder der beiden Punktwolken bzw. Datenreihen ist eine zugehörige Trendlinie dargestellt. Die als „durchgezogene“ Gerade dargestellte Trendlinie bezieht sich auf die „klassischen“ BIVITEC-Maschinen, die gestrichelt dargestellte Gerade auf die neue Typenserie BIVITEC e+.
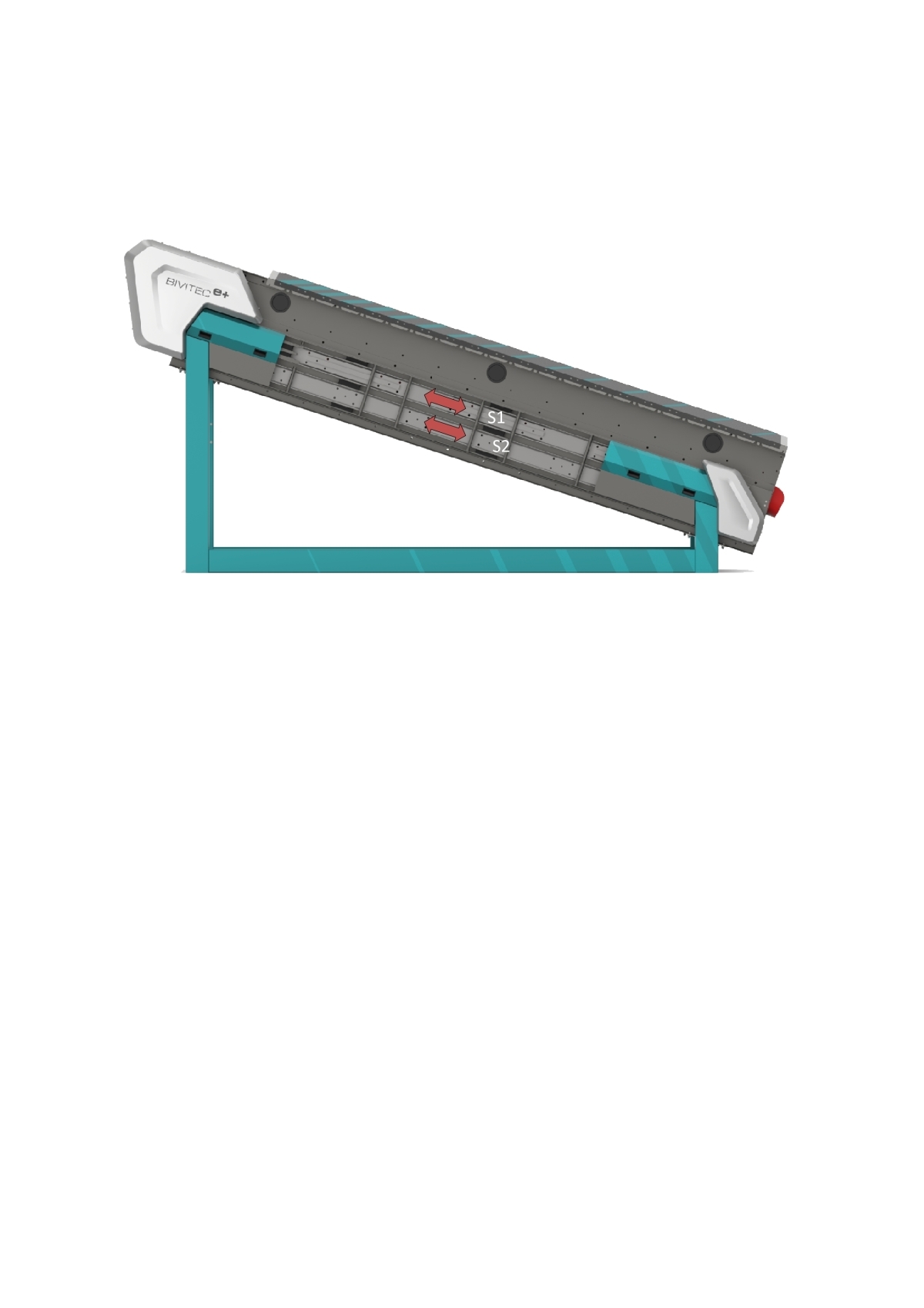
Setzt man diese linearen Funktionen ins Verhältnis, und zwar vergleichend „EXL“/“KRL“, so ergibt sich Bild 3. Diese Abbildung soll das Energiesparpotenzial der neuen Typenserie quantifizieren. Die vergleichbaren Siebdeckflächen liegen im Bereich zwischen 4,7 m² und 42 m². Die derart errechneten Funktionswerte werden hier als Energiespar-Kennzahlen bezeichnet und als Prozentzahlen angegeben. So ergibt sich beim Vergleich der Eindeckmaschinen im Mittel eine Energiespar-Kennzahl von 33 %. Das bedeutet, dass die installierte Antriebsnennleistung bei einer Siebmaschine der neuen Typenreihe im Mittel nur ca. 33 % im Vergleich zu der installierten Antriebsnennleistung einer Maschine der klassischen Typenserie mit gleicher Siebdeckfläche beträgt. Anders ausgedrückt, kann bei den Eindeckmaschinen durch den Einsatz der BIVITEC e+ ca. zwei Drittel der installierten Antriebsleistung eingespart werden. Aus dem Funktionsverlauf in Bild 3 zeigt sich, dass diese Art von Einsparpotenzial tendenziell mit größeren Siebdeckflächen ansteigt.
3 Vergleichende Siebversuche
3.1 Art der Versuchsdurchführung im Technikum bei Binder+Co
Zur optimalen Siebmaschinenauslegung werden für den entsprechenden Siebtrennschnitt Versuche mit einer Technikums-Siebmaschine durchgeführt [2]. In einem ersten Schritt wird die Aufgaberate unter Einsatz eines Rechenprogrammes ermittelt, das auf Basis einer Faktorenmethode programmiert wurde. Die Versuchsmaschine hat eine effektiv nutzbare Sieblänge von maximal 2 m und ist neigungsverstellbar. Eine einfache Absiebung durch einmaliges Aufgeben des Siebgutes und Beproben der beiden Produktströme würde in den meisten Fällen nicht oder nur annähernd einer großtechnischen Siebung entsprechen. Um für die jeweilige Aufgabenstellung die erforderliche Siebdeckfläche optimal auszulegen, wird wie folgt vorgegangen: Die für jede Versuchsserie erforderliche Aufgabemenge von etwa 1 m³ Schüttgut wird in den Siebaufgabebunker des Technikums von Binder+Co in Gleisdorf eingebracht. Unter Berücksichtigung der zuvor rechnerisch ermittelten Absiebungsdauer wird der erste Versuchsabschnitt gestartet und nach Vorliegen eines konstanten Betriebszustandes mit der repräsentativen Probenahme von beiden Absiebungsprodukten und vom Aufgabegut begonnen. Dabei wird jeweils der gesamte Stoffstrom mit einem Probenahmegefäß mehrmals kurzzeitig erfasst. Die derart erhaltenen Sammelproben werden für die später vorgesehene Probenanalyse durch Riffel- oder Rotationsteiler verjüngt. Die beiden Produktschurren leiten die Hauptmengen der Absiebungsprodukte in den Grobgut- und den Feingutcontainer. In ähnlicher Weise wird anschließend der zweite Versuchsabschnitt mit dem Grobgut des ersten Versuchsabschnittes durchgeführt. Dabei wird die Siebanlage mit reduzierter Aufgaberate betrieben, sodass die Versuchsdauer beider Abschnitte möglichst gleich ist. Je nach großtechnischer Aufgabenstellung folgt – falls erforderlich – ein dritter bzw. vierter oder fünfter Versuchsabschnitt mit möglichst identischer Dauer.
Gemäß Bild 4 ist eine Versuchsserie mit drei Abschnitten dargestellt. Zur Vermeidung von Missverständnissen sei darauf hingewiesen, dass die in Bild 4 dargestellten Siebmaschinensymbole mit den Nummern 1, 2 und 3 nur den jeweiligen Versuchsabschnitt kennzeichnen, sich aber immer auf ein und dieselbe Versuchsmaschine (Bild 5) beziehen. Nach Versuchsdurchführung und Versuchsauswertung ergibt sich für den ersten Versuchsabschnitt eine entsprechend hohe spezifische Aufgaberate, definiert als die Aufgaberate (in t/h) dividiert durch die zur Verfügung gestellte Siebdeckfläche (in m²). Fasst man die ersten beiden Versuchsabschnitte zusammen, so entspricht G1.2 dem Grobgut des Bilanzraumes. Die Korngrößenverteilung des Feingutes errechnet sich aus den Zusammensetzungen und Produktausbringenswerten der beiden Feingutprodukte F1.1 und F1.2. Das Feingutmasseausbringen errechnet sich als Summe der beiden Ausbringenswerte. In ähnlicher Weise können alle drei Versuchsabschnitte zusammengefasst werden. Der Siebüberlauf G1.3 des dritten Versuchsabschnittes gilt somit als Grobgut des gesamten Bilanzraumes. Hinsichtlich des Feingutes des gesamten Bilanzraumes werden die drei Feingutprodukte F1.1, F1.2 und F1.3 rechnerisch zusammengefasst, wobei sich die Korngrößenverteilung dieses Feingutes aus den Zusammensetzungen der drei Feingutprodukte und den Masseausbringenswerten ergeben. Im Vergleich zur spezifischen Aufgaberate bei Versuchsabschnitt 1 beträgt der entsprechende Wert bei Betrachtung der zusammengefassten Abschnitte 1 und 2 ungefähr die Hälfte, bei den zusammengefassten Abschnitten 1, 2 und 3 ungefähr ein Drittel.
3.2 Vergleichende Siebversuche „BIVITEC – BIVITEC e+“
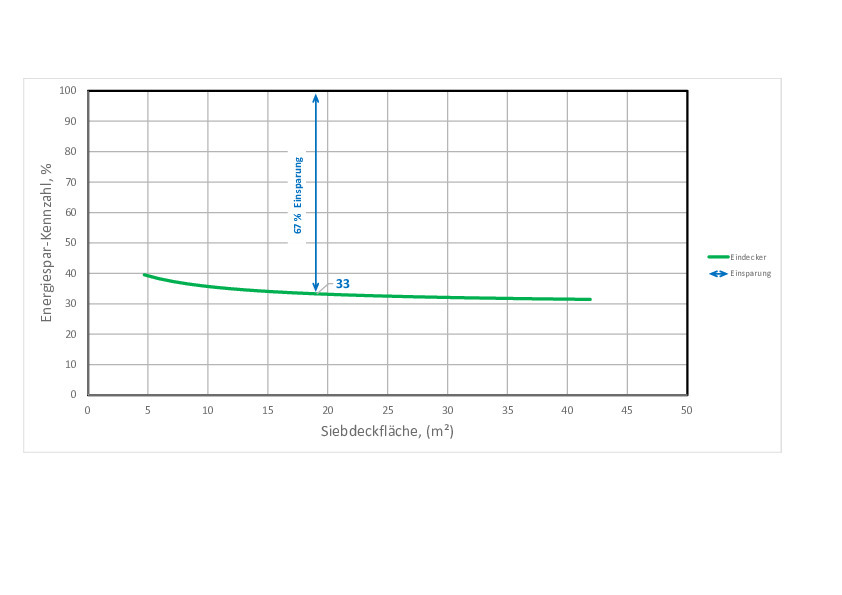
Als Aufgabegut für die vergleichenden Siebversuche standen 5 Big Bags mit gebrochenem Kalkstein der Nennkörnung 0/4 mm zur Verfügung. In Bild 6 sind die zugehörigen Korngrößenverteilungen in einem Körnungsnetz mit logarithmisch geteilter Abszisse und doppeltlogarithmisch geteilter Ordinate dargestellt. Die Datenreihen D-01 bis D-05 entsprechen hinsichtlich der Nummerierung den Versuchsserien V1 bis V5.
Der Inhalt des Big Bags Nummer 1 wurde demgemäß als Aufgabegut für Versuchsserie V1 verwendet und der „klassischen“ Versuchsmaschine aufgegeben. Diese Maschine ist der Typenserie LIL mit linearer Grundschwingung zuzuordnen und kann dementsprechend mit relativ geringer Siebdeckneigung betrieben werden. Versuchsserie V1 soll als Basisversuchsserie gelten. Für alle in diesem Rahmen geplanten Siebversuchsserien wurden jeweils drei Versuchsabschnitte mit jeweils sechs eingesetzten Siebmatten festgelegt, was wiederum bei jeder Versuchsserie einer Gesamtsiebdecklänge von 6 m entspricht. Auf der Grundlage von Auslegungsberechnungen und Vorversuchen ergaben sich für die Basisversuchsserie die anzustrebende Aufgaberate (t/h) betreffend Versuchsabschnitt 1 und eine Siebdeckneigung von 12°. An dieser Stelle sei auf zwei sehr wichtige Punkte hingewiesen: Im Zuge der vergleichenden Siebversuche bestand das Ziel nicht darin, möglichst hohe Siebwirkungsgrade beziehungsweise besonders geringe Fehlkorngehalte bei den Produkten zu erreichen. Es galt vielmehr eine Basisversuchsserie mit relativ hoher flächenspezifischer Aufgaberate (Tonnen pro Stunde und Quadratmeter Siebdeckfläche) durchzuführen, wobei hinsichtlich Trennschärfe auf eine möglichst optimale Siebdeckneigung zu achten war.
In Anlehnung an die in Kapitel 3.1 beschriebene Art der Versuchsdurchführung erfolgte schließlich die Basisversuchsserie. Es kamen gestanzte Kunststoffsiebmatten mit Lochungen 1 mm x 6 mm zum Einsatz. Für sämtliche Versuchsabschnitte und Versuchsserien soll ein nomineller Trennschnitt von 0,8 mm als Festlegung gelten. Es sind somit die jeweiligen Unterkorngehalte in den Siebüberlaufprodukten als Gehalte < 0,8 mm und die jeweiligen Überkorngehalte in den Siebunterlaufprodukten als Gehalte > 0,8 mm definiert. Die Schwingcharakteristik betreffend erfolgten genaue Messungen von Schwingweiten und Schwingfrequenz. Die spezifische Aufgaberate zu Versuchsabschnitt 1 der Versuchsserie 1 betrug 14,42 t/(m²h). Als Masseausbringen an Siebunterlauf wurden für diesen ersten Versuchsabschnitt 21,2 % ermittelt. Der Unterkorngehalt (< 0,8 mm) im Siebüberlauf betrug 33,0 % und der Überkorngehalt (> 0,8 mm) im Siebunterlauf 3,5 %. Der auf den ersten Blick sehr hoch erscheinende Unterkorngehalt ergibt sich dadurch, dass mit dem ersten Versuchsabschnitt gleichsam erst die ersten beiden Laufmeter eines sechs Meter langen Siebdecks simuliert wurden und bestätigt die gut gewählte Aufgaberate. Nach dem zweiten Versuchsabschnitt betrug der Unterkorngehalt des Siebüberlaufs 17,3 % und nach dem dritten Abschnitt nur noch 5,5 %. Aus den Korngrößenverteilungen der Unterlaufprodukte der Abschnitte 1 bis 3 und den zugehörigen Produkt-Masseausbringenswerten ließen sich für „Abschnitt V1.1 + Abschnitt V1.2“ ein Überkorngehalt von 4,0 % sowie für „Abschnitt V1.1 + Abschnitt V1.2 + Abschnitt V1.3“ ein Überkorngehalt von 6,0 % errechnen. Zusammengefasst ergibt sich zur Versuchsserie 1 – Simulation eines Siebdecks mit sechs Metern Länge – ein Masseausbringen an Siebunterlauf von 46,5 %, ein Siebüberlauf mit einem Unterkorngehalt (< 0,8 mm) von 5,5 % und ein Siebunterlauf mit einem Überkorngehalt (> 0,8 mm) von 6,0 %. Diese beiden Fehlkorngehalte bestätigen 0,8 mm als gut gewählten Wert für den nominellen Trennschnitt und bestätigen Versuchsserie 1 als sehr gute Basis für die nachfolgenden, vergleichenden Versuchsserien mit der neuen Versuchsmaschine BIVITEC e+.
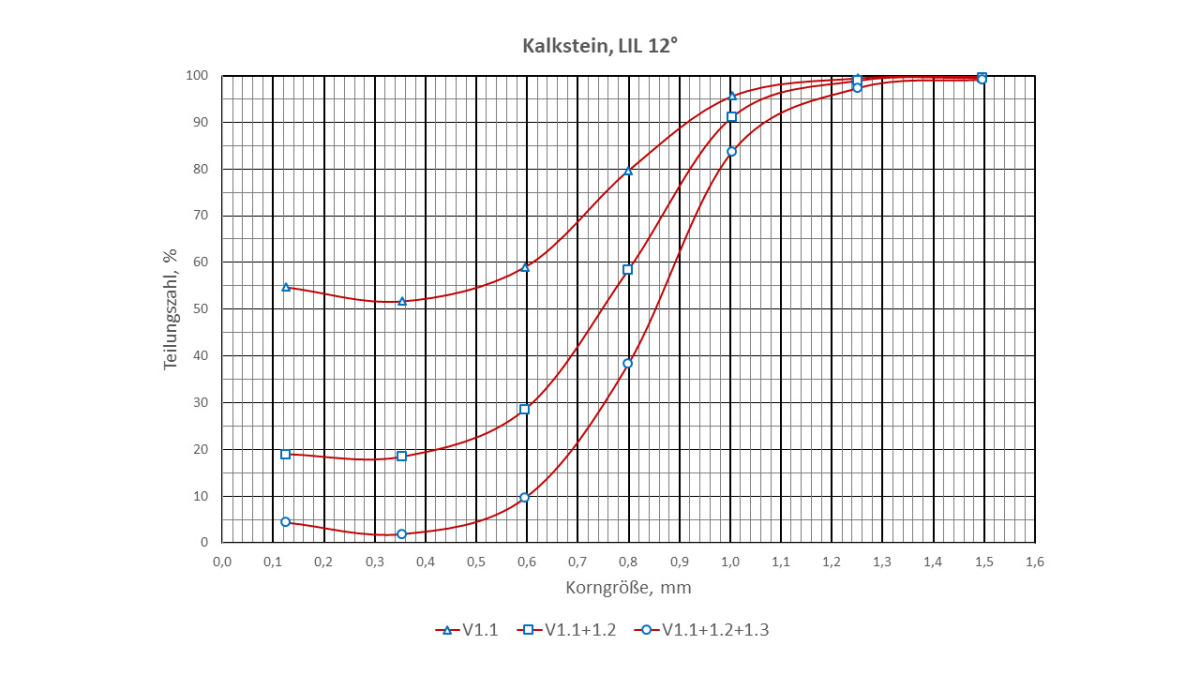
Bild 7 zeigt die Trennfunktionen der Versuchsserie 1. Die Ordinatenwerte entsprechen den grobgutbezogenen Teilungszahlen. Auf der Abszisse ist als Merkmal die Korngröße aufgetragen. Zur Korngrößenanalyse wurden jeweils sieben Prüfsiebe mit den Maschenweiten von 1,6 mm bis 0,25 mm und ein Prüfsiebboden verwendet. Daraus ergeben sich jeweils sieben Merkmalsklassen. Als gröbste Merkmalsklasse für die Berechnung der grobgutbezogenen Teilungszahlen gilt Korngrößenklasse 1,4/1,6 mm. Danach folgen die Korngrößenklasse 1,12/1,4 mm … bis 0,25/0,5 mm. Zu diesen Korngrößenklassen wurden die geometrischen Mittelwerte (Quadratwurzel aus dem Produkt von oberer Merkmalsklassengrenze und unterer Merkmalsklassengrenze) für die schaubildliche Darstellung der Teilungszahlen festgelegt. Für die Eintragung der Teilungszahlen zur feinsten Korngrößenklasse 0/0,25 mm gilt der arithmetische Mittelwert (0,125 mm) als vereinbart.
Die obere Teilungskurve beschreibt die Trenncharakteristik des Versuchsabschnittes V1.1. Die Ordinatenwerte der dreieckigen Symbole entsprechen den grobgutbezogenen Teilungszahlen, die zugehörigen Abszissenwerte beziehen sich auf die jeweiligen Korngrößenklassen. In ähnlicher Weise wurden die Punkte für die Trenncharakteristik von „Abschnitt V1.1 + Abschnitt V1.2“ (Quadratsymbole) und die Punkte zu „Abschnitt V1.1 + Abschnitt V1.2 + Abschnitt V1.3“ (Kreissymbole) gezeichnet. Vereinfacht gesprochen, entspricht hier die obere Kurve den ersten beiden Laufmetern des Siebdecks, die mittlere Kurve den ersten vier Laufmetern und die untere Kurve den gesamten sechs Laufmetern des simulierten Siebdecks. Je steiler die Teilungskurve, desto höher ist die Trennschärfe anzusehen. Zur weiteren Kennzeichnung seien die Kenngrößen k50, k75 und k25 definiert. Im Falle der hier betrachteten Klassierprozesse sind diese Kenngrößen mit der Dimension Länge behaftet. Der jeweilige k50 Wert ist der Abszissenwert zur Teilungszahl 50 % (Trennschnittlage nach TROMP). Die k75- und k25-Werte sind die Abszissenwerte zu den Teilungszahlen 75 % bzw. 25 %. Aus der unteren Kurve (V1.1+1.2+1.3) in Bild 7 lässt sich die Trennschnittlage k50 = 0,851 mm ablesen. Die zugehörigen Kenngrößen k75 und k25 betragen 0,954 mm bzw. 0,721 mm. Eine mögliche Kennzahl hinsichtlich Vergleich von Trenncharakteristika ist die Imperfektion, definiert als (k75 – k 25)/(2 k50). Zur betrachteten unteren Kurve ergab sich eine Imperfektion von 0,137. Vereinfacht ausgedrückt bedeutet ein niedriger Imperfektionswert hohe Trennschärfe. Hohe Imperfektionswerte weisen auf niedrige Trennschärfe hin. Fasst man die Abschnitte V1.1 und V1.2 rechnerisch zusammen und ermittelt den zugehörigen Imperfektionswert, so ergibt sich ein vergleichsweise hoher Wert von 0,23 (simulierte Siebdecklänge nur vier Laufmeter).
Die Inhalte von Big Bag Nummer 2 bis Big Bag Nummer 5 standen für die Versuchsserien mit der BIVITEC e+ zur Verfügung, die zugehörigen Versuchsserien wurden V2 bis V5 bezeichnet. Um insbesondere den Einfluss von eventuellen Fertigungstoleranzen bei den Siebmatten ausschließen zu können, wurde bei allen der insgesamt 15 Versuchsabschnitten jeweils derselbe Siebsatz verwendet, bestehend aus denselben sechs BIVITEC-Siebmatten in festgelegter Einbaureihenfolge. Demgemäß wurden die Siebmatten von Versuchsserie 1 aus der „klassischen“ Versuchsmaschine ausgebaut und in die neue Versuchsmaschine BIVITEC e+ für die Durchführung der Versuchsserien V2 bis V5 montiert. Bei beiden Siebmaschinentypen hat die Dynamik der Siebmatten einen wesentlichen Einfluss auf die Trenncharakteristik. Die Einstellparameter von der oben beschriebenen Basisversuchsserie V1 wurden übernommen und bei den Versuchsserien mit der BIVITEC e+ die Schwingweite gegebenenfalls manuell nachgeregelt. Um einen etwaigen Einfluss durch unterschiedliche Bedienung/Probenahme ausschließen zu können, erfolgten die erforderlichen Tätigkeiten (Materialbeschickung, Probenahme, Versuchsbeobachtung, Nachregelung der Schwingweite …) durch dasselbe Versuchspersonal. Insgesamt folgten aus den fünf Versuchsserien 35 Sammelproben. Um gut geeignete Analysenprobenmengen zu erhalten, wurden die Sammelproben mittels Riffelteiler entsprechend verjüngt. Rückstellproben für eventuelle weitere erforderliche Analysen wurden archiviert. Bezüglich der Vermeidung des Einflusses unterschiedlicher Messgeräte kamen bei allen Versuchsserien dieselben Geräte (Schwingweitenmessgerät, Waagen, Stoppuhr …) zum Einsatz. Hinsichtlich Korngrößenanalysen wurde immer das gleiche standardisierte Verfahren mit denselben Analysesieben vom selben Personal angewandt.
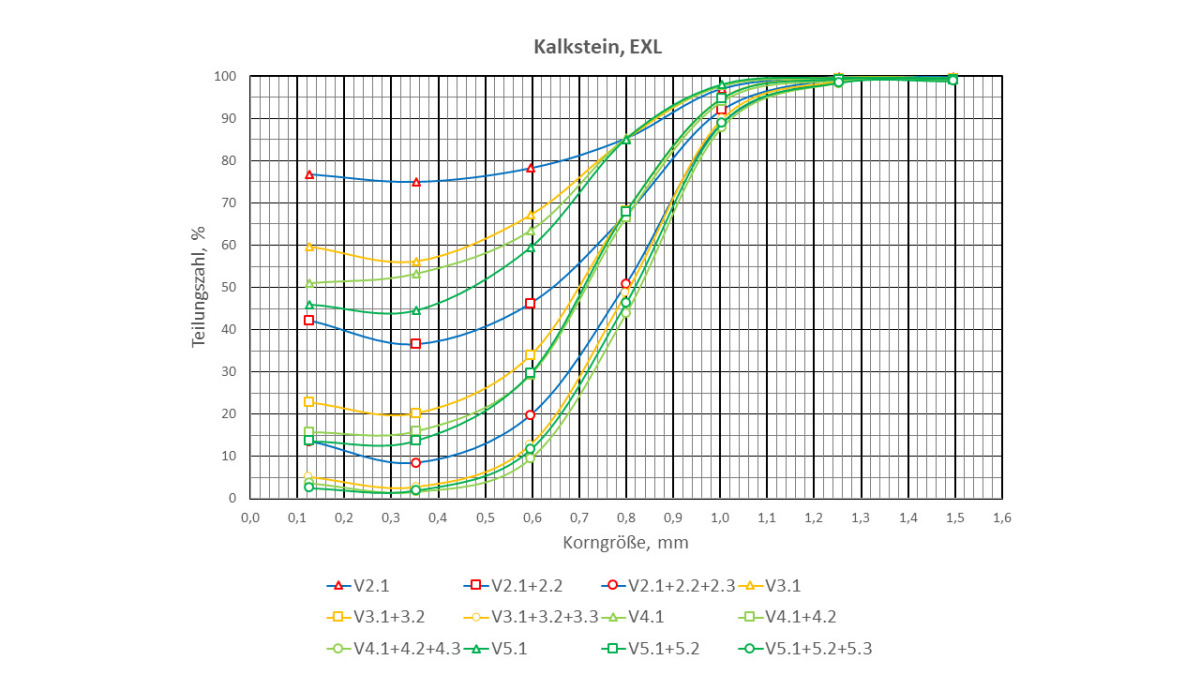
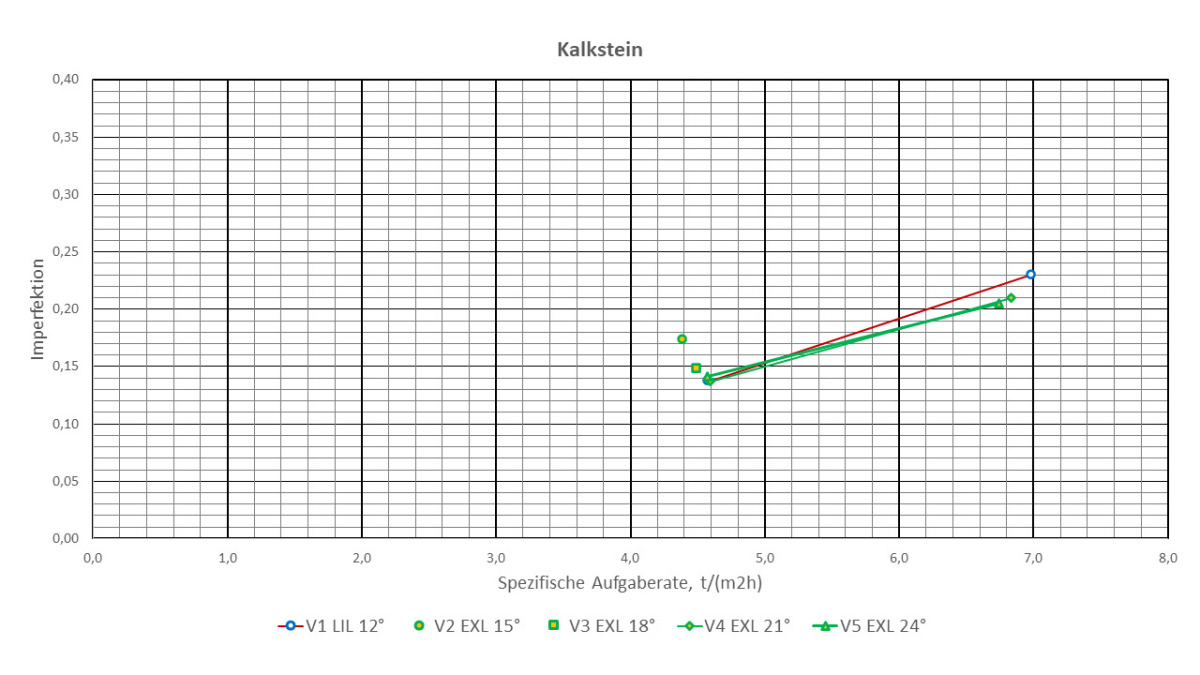
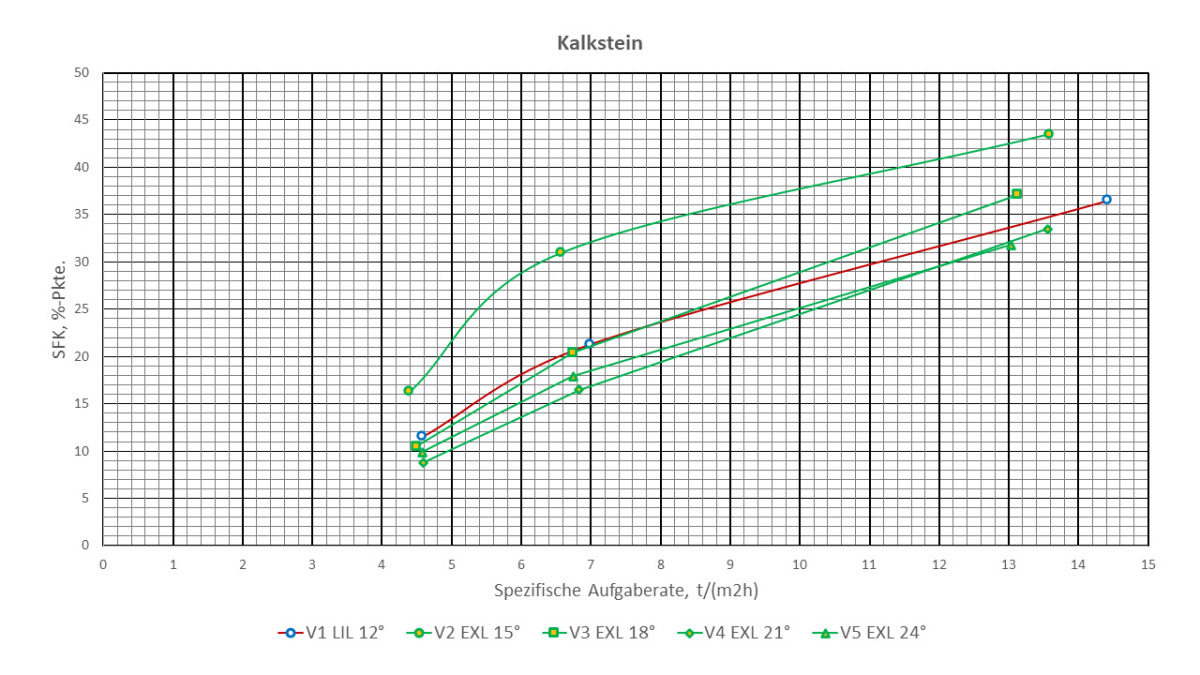
Bild 8 zeigt die Trennfunktionen der vier Versuchsserien V2 bis V5 mit der BIVITEC e+. Diese vier Versuchsserien unterschieden sich hauptsächlich durch die jeweils voreingestellte Siebdeckneigung. Bei Versuchsserie V2 wurde die Siebdeckneigung auf einen Winkel von 15° eingestellt. Bei den nachfolgenden Versuchsserien erfolgte jeweils eine Neigungswinkelerhöhung um 3°. Die Auswertung der gesammelten Versuchsdaten ermöglichte einen Trennschärfevergleich in dreierlei Hinsicht. In einem ersten Schritt wurden die zugehörigen Imperfektionswerte gemäß obiger Beschreibung errechnet und in Bild 9 in Abhängigkeit der jeweiligen spezifischen Aufgaberate dargestellt. Aufgrund der fehlenden Grundschwingung bei der BIVITEC e+ ist erwartungsgemäß eine entsprechend höhere Siebdeckneigung zur Erreichung hoher Trennschärfe erforderlich (Versuchsserie V4 und Versuchsserie V5). Die bei Versuchsserie V2 eingestellte Siebdeckneigung von 15° ist zur Erreichung hoher Trennschärfe bei dieser Aufgabenstellung offensichtlich zu gering. Bei Versuchsserie V4 und V5 kann im Vergleich zur Basisversuchsserie V1 (Punkte als kleine blaue Kreise dargestellt, rote Kurve) von in etwa gleicher Trennschärfe beziehungsweise von geringfügig höherer Trennschärfe (niedrigere Imperfektionswerte) gesprochen werden. In einem zweiten Schritt wurden die zugehörigen Siebwirkungsgrade errechnet und in Bild 10 in Abhängigkeit der jeweiligen spezifischen Aufgaberate dargestellt. Als Definition des Siebwirkungsgrades gilt hier das Feinkornausbringen in den Siebunterlauf, wobei Partikel mit Korngrößen kleiner als der nominelle Trennschnitt (< 0,8 mm auf Basis klassischer Siebanalyse) als Feinkorn definiert wurden. Wiederum zeigt sich, dass zur Erreichung hoher Trennschärfe bei dieser Aufgabenstellung die bei Versuchsserie V2 eingestellte Siebdeckneigung von 15° offensichtlich zu gering ist (siehe Datenreihe „V2 EXL 15°“). Die Ergebnisse der Basisversuchsserie V1 sind wieder als kleine blaue Kreise bzw. als rote Kurve dargestellt. Bei den höheren Siebdeckneigungen von Versuchsserie V4 und V5 kann wiederum von praktisch gleicher Trennschärfe gesprochen werden. Im Sinne einer dritten Betrachtungsweise soll eine Kennzahl mit der Bezeichnung „Summierte Fehlkorngehalte“ verwendet werden. Die „Summierten Fehlkorngehalte“ SFK sind als Überkorn-Gehalt des Feingutes + Unterkorn-Gehalt des Grobgutes definiert und können in Prozent-Punkten (%-Pkte.) angegeben werden. An dieser Stelle sei nochmals darauf verwiesen, dass es bei den vergleichenden Siebversuchen nicht darum ging, möglichst hohe Trennschärfen (niedrige SFK-Werte) zu erreichen. Hauptziel war der Vergleich der neuen Maschinentype BIVITEC e+ mit der „klassischen“ Bauweise hinsichtlich Trennschärfe sowie die Quantifizierung erforderlicher (höherer) Siebdeckneigungen. Die SFK-Werte können sowohl für die einzelnen Versuchsabschnitte, wie für jeweils rechnerisch zusammengefasste Versuchsabschnitte als auch für die einzelnen Versuchsserien berechnet werden. Mit Bild 11 sind die Auswertungsergebnisse zusammengefasst. Auf der Abszisse ist wiederum die spezifische Aufgaberate aufgetragen. Die kleinen blauen Kreise und die rote Kurve kennzeichnen die Basisversuchsserie V1. Die relativ höheren SFK-Werte von Versuchsserie 2 weisen erwartungsgemäß auf zu geringe Siebdeckneigung hin. Bei Versuchsserie V4 und V5 kann im Vergleich zur Basisversuchsserie V1 bei dieser Betrachtungsweise von etwas höherer Trennschärfe (relativ niedrigere SFK-Werte) gesprochen werden. So betrug beispielsweise bei Versuchsserie 4 (Siebdeckneigung 21°) die spezifische Aufgaberate 4,59 t/(m²h), der Unterkorngehalt des Grobgutes 4,3 % und der Überkorngehalt des Feingutes 4,5 %. Der zugehörige SFK-Wert beträgt somit 8,8 %-Punkte. Die Auswertung der Basisversuchsserie V1 ergab einen schlechteren SFK-Wert von 11,5 %-Punkte bei annähernd gleicher spezifischer Aufgaberate von 4,58 t/(m²h).
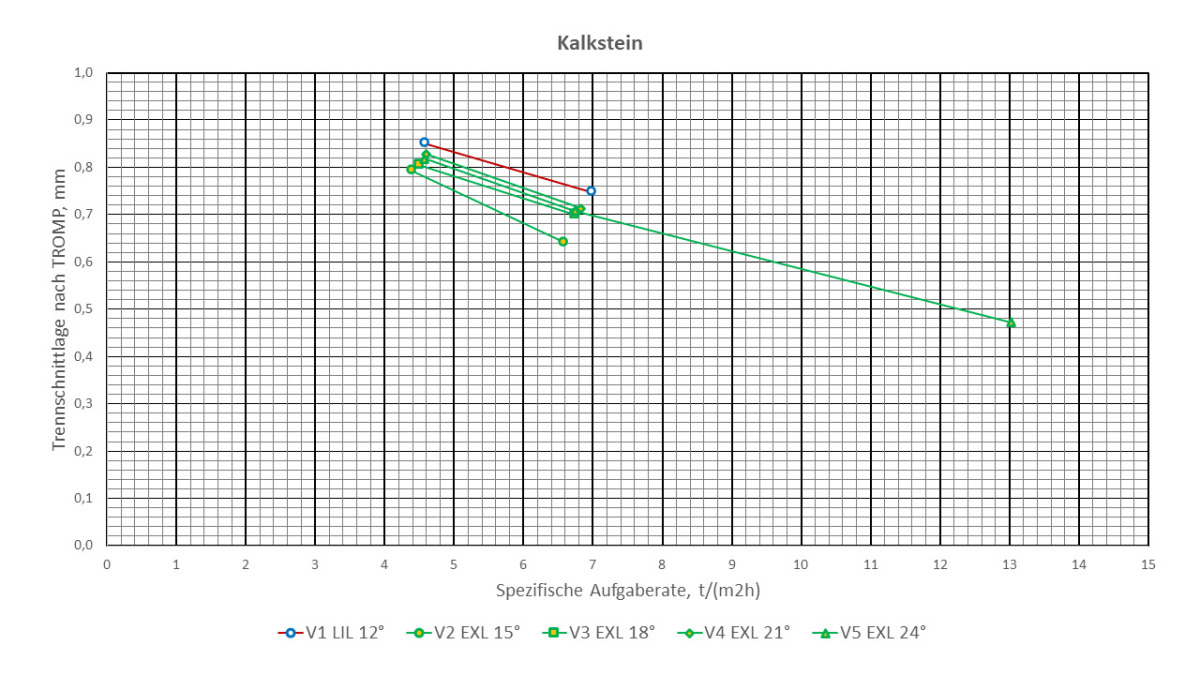
Bild 12 fasst ergänzende Auswertungsergebnisse grafisch zusammen. Auf der Abszisse ist in gleicher Weise wie bei den drei vorangegangenen Schaubildern wiederum die spezifische Aufgaberate aufgetragen. Auf der Ordinate können die Werte von den jeweiligen Trennschnittlagen nach TROMP abgelesen werden. Die Ergebnisse zu den Siebversuchen mit der BIVITEC e+ weisen relativ niedrige Trennschnittwerte auf. Dies kann wie folgt interpretiert werden: Bei zu gering gewählter Siebdeckneigung ist eine entsprechend niedrigere Trennschärfe zu erwarten. Die Teilungskurven sind flacher und liegen im Schaubild entsprechend weiter links (siehe auch Bild 8). Niedrigere k50-Werte sind die Folge. Bei höheren Siebdeckneigungen – welche beim Einsatz von Maschinen der neuen Typenserie BIVITEC e+ zur Erreichung hoher Trennschärfen notwendig sind – spielt offensichtlich die „projizierte Lochlänge“ eine Rolle. Diese „projizierten Lochlängen“ sind bei höheren Siebdeckneigungen entsprechend kürzer. Gleiche Lochgrößen „wirken“ bei höherer Siebdeckneigung wie eine etwas kleinere Lochlänge. Für die Praxis kann beim Einsatz der BIVITEC e+ zumindest im aufgabeseitigen Bereich des Siebdecks eine kurze Langlochung statt Quadratlochung oder bei genereller Vorgabe von Langlochungen eine etwas längere Langlochung vorgesehen werden. Dadurch verschiebt sich der Trennschnitt nach TROMP in den etwas gröberen Bereich. Als Zusatzeffekt kann mit einer etwas höheren Trennschärfe gerechnet werden.
4 BIVITEC e+ Fallbeispiele
Als erstes Beispiel ist eine Siebmaschine zur Brechsandentfüllerung dargestellt. Abgesiebt wird Muschelkalk in einer Aufbereitungsanlage in Süddeutschland. Bild 13a zeigt die Maschine ohne Seitenabdeckungen. Die obere Schubstange ist Teil des Schwingsystems 1, die untere Schubstange gehört zu Schwingsystem 2 (siehe auch Kapitel 1 und Bild 1). Auf das mit 20 Langloch-Stanzmatten bestückte Siebdeck wird ein vorgesiebtes Brecherprodukt der Nennkörnung 0/2 mm mit einem relativ hohen Füllergehalt – definiert als Anteil < 0,063 mm – aufgegeben (Bild 13b). Der Siebüberlauf 0/2 mm mit niedrigem Füllergehalt (entfüllerter Brechsand) ist das Hauptprodukt und wird über die Grobgutschurre in einen darunterliegenden Silo geleitet. Da bei dieser neuen Siebmaschinentype der Siebkasten selbst praktisch keine Schwingbewegung ausführt, konnte diese Schurre direkt mit der Siebmaschine verschraubt werden. Der Siebkasten ist auf der Feingutschurre montiert, die den Siebunterlauf in den direkt darunterliegenden Feingutsilo leitet und mit diesem starr verbunden ist. Die Neigung des Decks beträgt 17°. Aus der Siebdeckbreite von 1,9 m und der Siebdecklänge von 6,7 m errechnet sich eine Siebdeckfläche von 12,7 m² und bei einer Aufgabemenge von 40 t/h eine spezifische Aufgaberate von 3,1 t/(m²h). Die Nennleistung des Antriebsmotors beträgt nur 5,5 kW.
Als zweites Fallbeispiel sei die Siebung von feuchtem Kalkstein skizziert. Ca. 65 t/h gebrochener und vorgesiebter Kalkstein der Nennkörnung 0/16 mm sollen auf eine Doppeldecker-BIVITEC-Siebmaschine aufgegeben werden. Jedes Siebdeck weist eine wirksame Breite von 1,3 m und eine wirksame Länge – gemessen jeweils von der ersten Siebmatte bis zur letzten Siebmatte – von 5,3 m auf. Es sind praktisch zwei zueinander verschraubte Eindeckermaschinen BIVITEC e+ übereinander montiert (siehe Bild 14). Die gesamte Nennsiebfläche beträgt 13,8 m². Die Schwingcharakteristik kann gesondert für jedes Siebdeck stufenlos eingestellt und auf Knopfdruck verändert werden. Im Oberdeck sind Stanzmatten zur Realisierung des Trennschnittes 8 mm eingesetzt. Die Stanzmatten des Unterdecks ermöglichen den zusätzlichen Trennschnitt von 4 mm. Es folgen die drei Absiebungsprodukte 8/16 mm (Überlauf des Oberdecks), 4/8 mm (Überlauf des Unterdecks) und 0/4 mm (Unterlauf des Unterdecks). Für jedes Siebdeck ist ein Antriebsmotor mit nur 4 kW Nennleistung installiert.
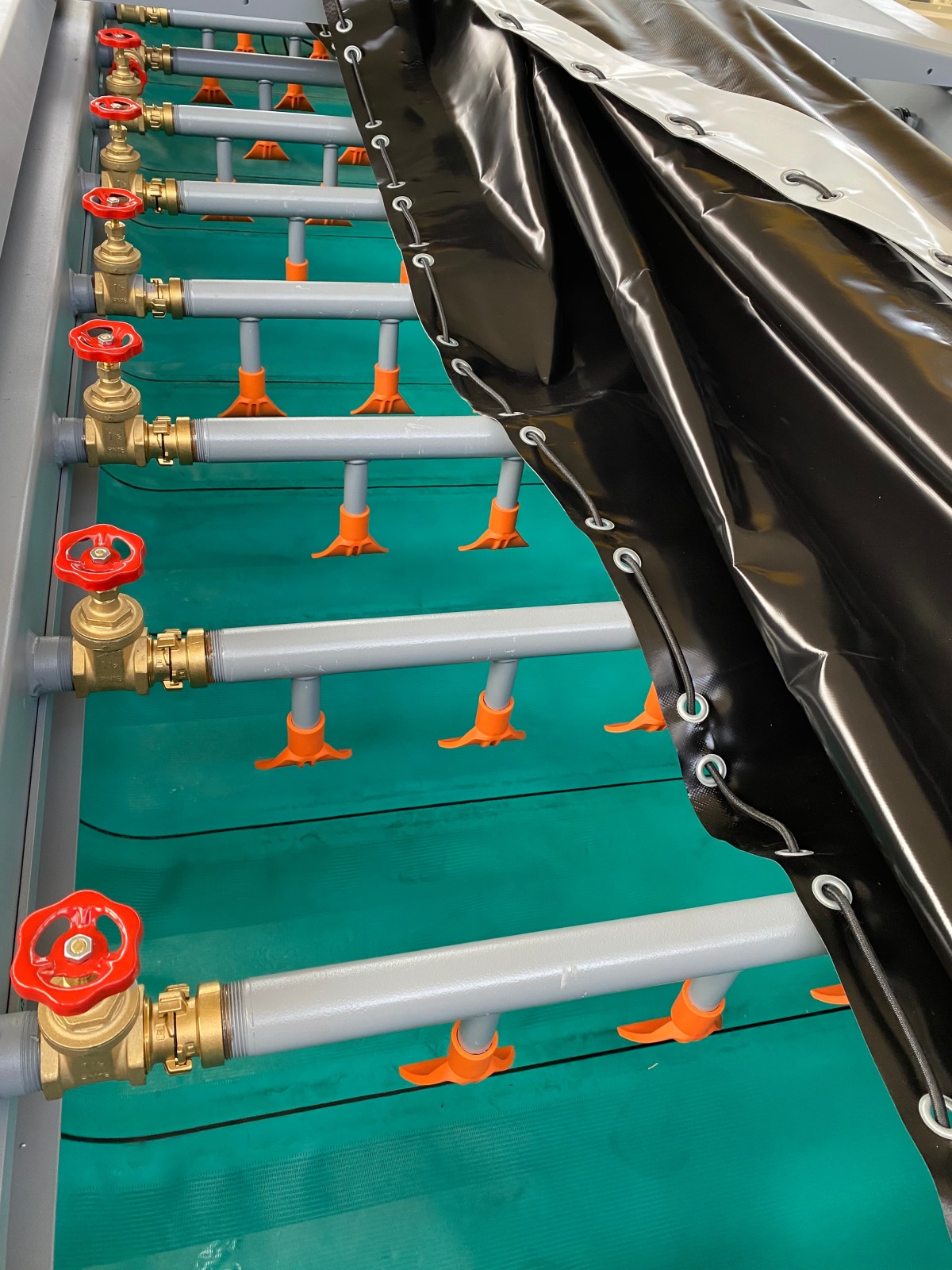
Beim dritten Projektbeispiel sind eine Doppelwellenschwertwäsche, eine 2-zellige Attritionsmaschine, ein Schraubenklassierer, eine klassische Linearschwinger-Siebmaschine, eine Doppeldecker-BIVITEC Spannwellensiebmaschine in „Bananen“-Ausführung und die erste BIVITEC e+ mit Bebrausungsanlage als Kernkomponenten für eine Talkaufbereitungsanlage vorgesehen. Die genannten Maschinen wurden bei Binder+Co in Gleisdorf konzipiert, konstruiert, gefertigt und nach Brasilien geliefert. Die BIVITEC e+ dient der Realisierung des Trennschnittes 0,25 mm in einem Stabmühlen-Kreislauf und ist mit einer speziellen Bebrausungsanlage ausgerüstet (siehe Bild 15). Als Besonderheiten dieser neuartigen Konstruktion kann angeführt werden:
Die Bebrausungsanlage ist vollständig in den stationären „BIVITEC e+ Siebkasten“ integriert. (Siebkasten „Nasssiebung“ ist mit Siebkasten „Trockensiebung“ identisch)
keine zusätzliche Bauhöhe
abgesehen vom erforderlichen Wasseranschluss keine auskragenden Teile
Bebrausungsrohre zum raschen und leichten Siebmattenwechsel einzeln demontierbar (Schnellkupplung einseitig in Förderrichtung rechts, optional links)
Brauserohre einzeln dosier- bzw. absperrbar
Entleernippel am innenliegenden Brausewasser-Verteilrohr
Brausedüsen mit variablen Nenndurchmesser (9 mm, 7 mm, 5 mm)
Die Neigung des Siebdecks beträgt 17°. Aus der Siebdeckbreite von 1,9 m und der Siebdecklänge von 6,7 m errechnet sich eine Siebdeckfläche von 12,7 m². Aufgegeben wird ein Zerkleinerungsprodukt einer nass betriebenen Stabmühle der Nennkörnung 0/4 mm. Die Aufgabetrübe enthält 15 t/h Feststoff. Der Siebüberlauf wird zur Stabmühle zurückgeführt, die Feinguttrübe der Nennkörnung 0/0,25 mm ist Produkt der Kreislaufzerkleinerung. Die Nennleistung des Antriebsmotors dieser Siebmaschine beträgt nur 5,5 kW.
Bild 16 zeigt eine besondere Ausführungsform einer Doppeldeckermaschine der neuen Typenserie in der Fertigungshalle bei Binder+Co in Gleisdorf. Die oberen beiden Schubstangen – eine im Bereich der rechten Siebwange, eine im Bereich der linken Siebwange – sind mit den Querträgern sowohl von Schwingsystem 1 des Oberdecks als auch von Schwingsystem 1 des Unterdecks zu einer Einheit verbunden (Schwingsystem 1). In ähnlicher Weise setzt sich das Schwingsystem 2 aus den beiden unteren Schubstangen, den Querträgern von Schwingsystem 2 des Oberdecks und den Querträgern von Schwingsystem 2 des Unterdecks zusammen. Die Schwingcharakteristik kann wiederum stufenlos eingestellt werden. Sie ist bei dieser Ausführungsvariante allerdings für beide Siebdecks gleich und nicht getrennt veränderbar. Maßgebend bei der verfahrenstechnischen Siebmaschinenauslegung war in diesem Projekt das Unterdeck. Das Oberdeck ist gleichsam etwas überdimensioniert; die Schwingcharakteristik kann somit für das Unterdeck entsprechend optimiert werden. Der Hauptvorteil dieser Maschinenbauart besteht in der niedrigen Bauhöhe des Doppeldeckersiebkastens. Die Siebkastenhöhe bei der hier beschriebenen Type EXL/DD-2S 1900 x 6 beträgt nur 1437 mm. Im Vergleich dazu würde eine Doppeldeckerausführung mit der Typenbezeichnung EXL/DD 1900 x 6 – praktisch bestehend aus zwei „gestapelten“ Eindeckermaschinen – eine Gesamtsiebkastenbauhöhe von 2056 mm aufweisen. Ein weiterer Vorteil der Type EXL/DD-2S besteht in der geringeren Anzahl an mechanischen und elektrischen Komponenten. Aus der Siebdeckbreite von 1,9 m und der Siebdecklänge von 6 m errechnet sich eine Gesamtsiebdeckfläche von 22,8 m². Die installierte Nennleistung beträgt 11 kW. Diese Maschine wurde bereits 2021 in eine Anlage zur Aufbereitung von Muschelkalk integriert. Aufgegeben wird eine vorgesiebte Nennkörnung 0/5,6 mm, das Oberdeck erledigt den Trennschnitt 2 mm (rote Siebmatten), das Unterdeck dient der Brechsandentfüllerung (Siebmatten in türkiser Farbe). Der Überlauf des Oberdecks wird als Produkt 2/5,6 mm, der Überlauf des Unterdecks als Produkt 0/2e (Produkt 0/2 mm mit entsprechend geringem Gehalt an Feinanteilen < 0,063 mm) bezeichnet. Der Unterlauf des Unterdecks kann als Füllerprodukt (feines Nebenprodukt) bezeichnet werden.
Als fünftes Fallbeispiel ist eine Siebmaschine zur Absiebung von Kalkstein bei einem Trennschnitt von 4 mm dargestellt. Die Maschine war ursprünglich für die IFAT 2020 (Fachmesse für Wasser-, Abwasser-, Abfall- und Rohstoffwirtschaft) in München als Ausstellungsstück am Messestand von Binder+Co vorgesehen. Integriert wurde die Maschine 2021 in einen Brecherkreislauf in Österreich. Bild 17 zeigt die Maschine mit den Schubstangenabdeckungen (obere Abdeckung in türkiser Farbgestaltung). Auf das mit 14 Langloch-Stanzmatten bestückte Siebdeck wird das Zerkleinerungsprodukt eines Vertikalprallbrechers der Nennkörnung 0/11 mm mit einer Maximalkorngröße von 16 mm aufgegeben. Der Siebüberlauf gelangt über eine an den nicht schwingenden Siebkasten angeflanschte Grobgutschurre auf ein Förderband und wird als Kreislaufstrom zum Brecher zurückgeführt. Die Unterlaufschurre ist ebenfalls direkt mit der Siebmaschine und dem darunterliegenden Feingutförderband praktisch staubdicht verbunden, welches das Endprodukt der Nennkörnung 0/4 mm mit einem Überkorngehalt von < 10 % auf Freihalde transportiert. Die Unterkonstruktion konnte wegen der äußerst geringen dynamischen Belastung entsprechend leicht und kostengünstig ausgeführt werden. Die Neigung des Decks beträgt 18°. Aus der Siebdeckbreite von 1,6 m und der Siebdecklänge von 4,7 m errechnet sich eine Siebdeckfläche von 7,5 m². Die Nennleistung des Antriebsmotors beträgt nur 4 kW.
Bis Ende 2021 wurden bereits 23 Siebmaschinen der neuen Typenserie BIVITEC e+ verkauft. Die Siebe sind für unterschiedliche Aufgabenstellungen zur Aufbereitung von Primärrohstoffen und Sekundärrohstoffen vorgesehen. Als letztes Beispiel dieses Artikels sei eine Aufgabenstellung aus dem Bereich der holzverarbeitenden Industrie skizziert. Auf Basis mehrerer im Technikum bei Binder+Co durchgeführter Siebversuche, konnte eine Eindeckermaschine mit einer Siebdeckfläche von 35 m² ausgelegt werden. Als Aufgabegut sind Sägespäne mit Partikelgrößen im Bereich 0/20 mm vorgesehen. Die wirksame Siebdeckbreite beträgt bei dieser Maschine 3,5 m. Die 30 Stück Siebmatten sind für einen nominellen Trennschnitt von 3 mm vorgesehen und ergeben eine Siebdecklänge von 10 m. Als Antrieb dienen zwei kleine Elektromotoren mit einer Nennleistung von jeweils 5,5 kW. Bild 18a zeigt die Maschine in der Montagehalle und Bild 18b bei der Verladung im Freigelände bei Binder+Co in Gleisdorf.
5 Ausblick BIVITEC e+, Einsatzgebiete und Zusatz-
funktionen der „klassischen“ BIVITEC
Die Maschinen der neuen Typenserie BIVITEC e+ werden für viele Projekte sowohl hinsichtlich Investitions- als auch Betriebskosten die deutlich bessere Wahl sein. Es wird aber auch zukünftig viele Aufgabenstellungen geben, wo „klassische“ BIVITEC-Siebmaschinen zum Einsatz kommen werden. Als Einsatzgebiete und Zusatzfunktionen dieser „klassischen“ Maschinen sei folgende Auflistung angeführt:
feine bis grobe Trennschnitte (Schutzdeckausführung möglich)
Halbdeck für zusätzlichen Trennschnitt realisierbar
Förderboden für Mittelprodukte oder Feingut optional möglich
„Bananen“-Ausführung (z.B. bei hohem Feinkorngehalt)
geringere Siebdeckneigung durch Siebkasten-Grundschwingung
höhere Aufgaberaten
Literatur
[1] Anibas F.: Innovative, energiesparende Klassierung von siebschwierigen und nichtsiebschwierigen Aufgabematerialien. BHM Berg- und Hüttenmännische Monatshefte (2020), 165. Jg. Heft 8, S. 381-386
[2] Gschaider, H. J.; Kalcher, A.: Qualitätssteigerung von Brechsanden durch siebtechnische Abscheidung von Feinststoffen, Aufbereitungs Technik, 42 (2001), Nr. 7, S. 328-335
Autor:
Dipl.-Ing. Dr.mont. Helfried Gschaider, Produktmanager
Binder+Co AG, Gleisdorf/Österreich
Helfried Gschaider studierte Bergwesen, Wahlfach Aufbereitung, an der Montanuniversität Leoben und war von 1991 bis 1997 zuerst Vertragsassistent zur Bearbeitung von Industrieprojekten und dann Universitätsassistent am Institut für Aufbereitung und Veredlung dieser Universität. Seit November 1997 ist er bei der Binder+Co AG in den Bereichen Verfahrenstechnik, Produktmanagement, Projektierung und Verkauf mit den Schwerpunkten Siebtechnik, Nassaufbereitung sowie sensorgestützte Sortierung tätig.
Weiterer Autor:
Ing. Rainer Eixelberger, Stellvertretender Technikumsleiter
Binder+Co AG, Gleisdorf/Österreich





