Zehn häufige Fehler bei der Spezifikation und Konstruktion von Förderern

 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
 © Martin Engineering
© Martin Engineering
Zusammenfassung: Fördersysteme sind das Herzstück eines breiten Spektrums von Schüttgutumschlagsbetrieben, einschließlich Bergbau, Kohle- und Erzaufbereitung, Zuschlagstoff- und Zementherstellung. Moderne Systeme haben die Aufgabe, größere Frachtvolumina – bei höheren Geschwindigkeiten – als je zuvor zu bewegen. Dennoch sind die gängigen Praktiken der Auslegung und der Konstruktion der Förderanlagen im Vergleich zu den aktuellen Erwartungen der Anwender an eine sichere, betriebsfähige und zuverlässige Förderung von Schüttgütern, die flüchtiges Material minimiert, veraltet. Der folgende Beitrag zeigt vermeidbare Probleme inklusive Empfehlungen zur Problemlösung auf.
Bandförderer werden häufig falsch eingesetzt, sei es durch Überlastung, Überbeanspruchung oder Vernachlässigung (oder eine Kombination der drei). Es hat den Anschein, als hätten Konstrukteure und Hersteller sehr robuste Systeme bereitgestellt, die unter allen möglichen widrigen Bedingungen funktionieren, so dass sie als eine Ware betrachtet werden, die man pro Kilogramm kaufen kann, anstatt die Förderanlagen als ein sorgfältig konstruiertes System aus Hunderten von verschiedenen Komponenten zu betrachten, die zusammenwirken (Bild 1).
Viele Eigentümer betrachten Förderanlagen als ziemlich einfache Geräte, die lediglich Schüttgüter mit einer vorgeschriebenen Geschwindigkeit von Punkt A nach Punkt B transportieren. In Wirklichkeit handelt es sich um komplexe Systeme, die mit praktisch allen wichtigen Prozessen interagieren, und Kürzungen in der Konstruktions- und Auslegungsphase haben weitreichende Auswirkungen auf Sicherheit, Produktivität und Umwelt. Viele Entscheidungen wirken sich auf die anfängliche und zukünftige Leistung eines Fördersystems aus, wobei zu den führenden Trends die risikoärmere Konstruktion, größere Nachhaltigkeit und geringere Lebenszykluskosten gehören.
Leider ist der Kauf zum niedrigsten Preis statt zu den Lebenszykluskosten zur Norm geworden. Die Praxis weist jedoch schwerwiegende Mängel auf – oft werden Mittel für notwendige Konstruktionselemente von den Investitionsausgaben in das Betriebsbudget übertragen – entweder, weil die Niedrigstpreiskonstruktion nicht kosteneffizient gewartet und an veränderte Bedürfnisse und Bedingungen angepasst werden kann, oder weil die erforderlichen Mittel zur Behebung von Mängeln in der Originalausrüstung nie zur Verfügung gestellt werden.
Dies trägt zu zahlreichen und kostspieligen Problemen bei, wie z.B. ineffizienter Betrieb, Unfälle, Umweltverschmutzung und Rechtsstreitigkeiten, die über die gesamte Lebensdauer des Förderers andauern können. Um Anlageneigentümern und Betriebsleitern zu helfen, die Fallstricke zu vermeiden, nur nach dem Kaufpreis zu kaufen, haben Experten eine Liste mit zehn der gängigsten Konstruktionsentscheidungen zusammenfasst, die wahrscheinlich zu einem Förderband führen, das mit der Zeit weniger sicher, weniger sauber und weniger produktiv ist.
1 Das Schüttgut nicht kennen
Seit Jahrzehnten ist es gängige Praxis, zur Beschreibung eines Schüttgutes nur die Schüttdichte und den Schüttwinkel zu verwenden. Die Conveyor Equipment Manufacturers Association (CEMA) erhält eine unüberschaubare Anzahl von Anfragen nach Schüttguteigenschaften, die einfach in einer Tabelle nachgeschlagen werden können, als ob jede Materialvariation effektiv in einem Lehrbuch erfasst werden kann. Bei diesem Ansatz kann es jedoch erhebliche Probleme geben.
Ein einfaches Beispiel für die Gefahren findet man bei der Betrachtung einer grundlegenden Anforderung: der Tonnage. Der Hauptzweck des Förderers besteht darin, x t/h von einem Ort zum anderen zu bewegen. Wenn dieses Ziel nicht effektiv erreicht wird, sind alle anderen Anforderungen zweitrangig. Aber „CEMA-Norm 550: Properties of Bulk Solids” enthält z.B. 8 verschiedene Schüttdichten für Kohle, die von ~600 bis 980 kg/m3 reichen. Dies stellt eine große potenzielle Abweichung von der durchschnittlichen Schüttdichte dar: ~790 ± 190 kg/m3. Die Auslegung eines Systems, das den Durchschnittswert berücksichtigt, bedeutet also, dass der Durchsatz um ± 25 % über- oder unterdimensioniert werden könnte.
Außerdem variiert der Schüttwinkel für diese acht Kohleauflistungen von 27 – 45 °, eine mögliche Abweichung von ± 9 ° vom Mittelwert. Die Auslegung der Neigung von Trichtern oder Schurren auf der Grundlage des Durchschnittswertes könnte bedeuten, dass das Schüttgut überhaupt nicht oder so frei fließt, dass es durch die Schurrengeometrie nicht ausreichend kontrolliert werden kann.
Ein typischer Versuchssatz zur Charakterisierung eines bestimmten Schüttgutes kostet etwa 30 000 US$, während die geschätzten Kosten für die Ausfallzeit des Systems bei etwa 1000 US$ pro Minute liegen. Wenn während der Lebensdauer eines Fördersystems nur eine einzige verstopfte Schurre vermieden werden kann, haben sich die Tests amortisiert (Bild 2).
Ähnliche Argumente lassen sich auch für viele andere Werte anführen, die für die Reduzierung zukünftiger Betriebskosten entscheidend sind. So werden z.B. die Pauschalgröße und der Prozentsatz der Bußgelder in einer Ausschreibung oft falsch dargestellt; das Ergebnis können laufende Streitigkeiten über die Vertragserfüllung sein.
Empfehlung: Testen Sie Proben des tatsächlich zu fördernden Schüttgutes unter dem gesamten Bereich des zu erwartenden Feuchtigkeitsgehalts und Verdichtungsdrucks und verwenden Sie diese Informationen zur Auslegung des Fördersystems.
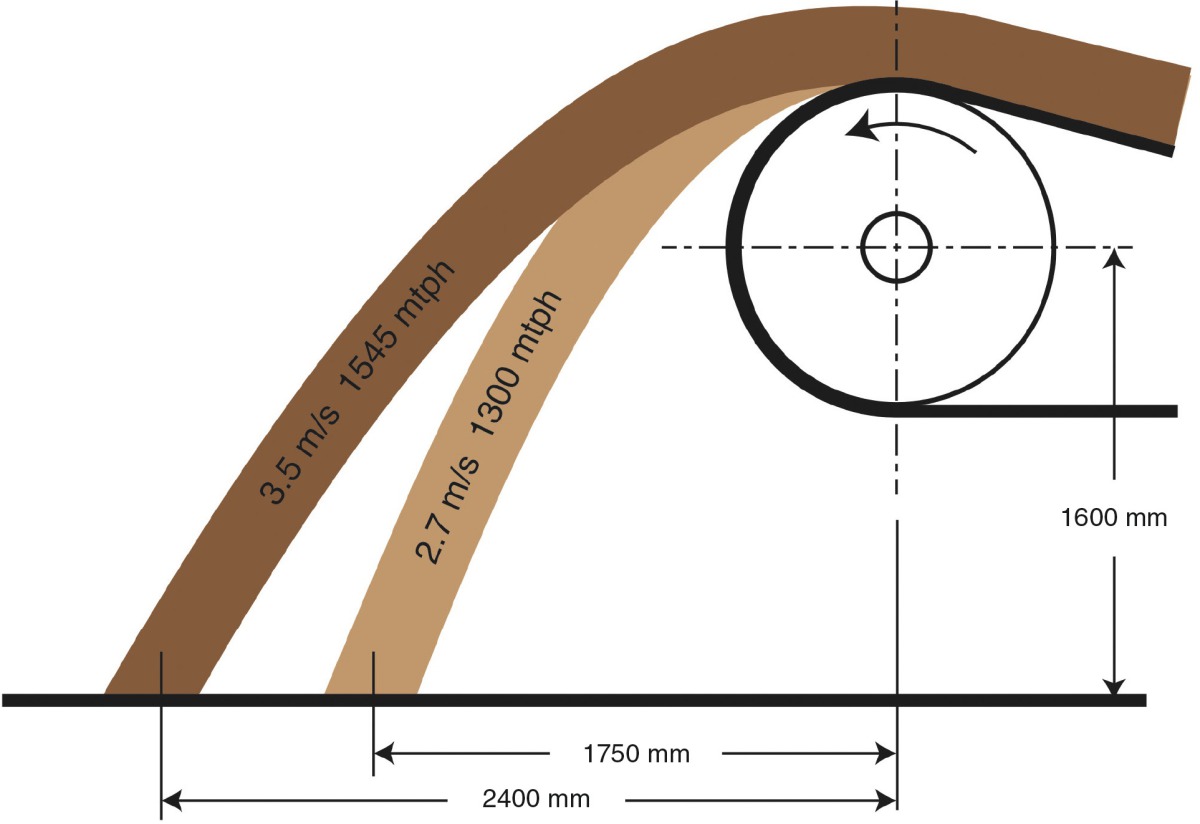
2 Belastung des Übergangs
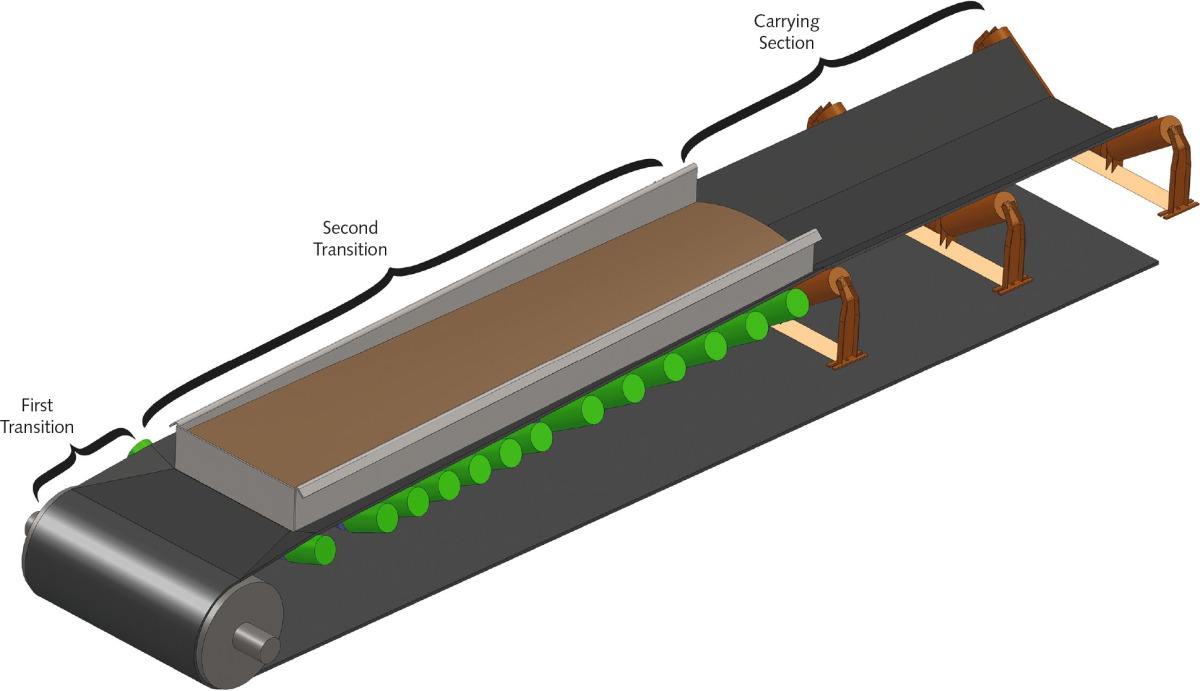
Ein gängiger „Trick der Branche” zur Einhaltung von Preisvorgaben besteht darin, die Gesamtlänge eines Förderbandes durch Beladung dort zu verringern, wo das Band von flach in muldenförmig übergeht. Ein anderer Ansatz zur Verkürzung der Gesamtlänge des Förderbandes, um Preisziele zu erreichen, ist eine Konstruktionstechnik, die als Halb-Mulden-Übergang bekannt ist. Wenn die Praktiken der Beladung am Übergang und des Halb-Mulden-Übergangs in Kombination angewendet werden, kann das Ergebnis ein erhöhter Gurtverschleiß, erhöhter Rutschenverschleiß und vermehrtes Überlaufen sein (Bild 3).
Die Verringerung der Entfernung sowohl an der Belade- als auch an der Entladezone um 1 m oder mehr Förderbandlänge (und die daraus resultierenden 2 m Band) kann zu Einsparungen von 15 000 bis 20 000 US$ pro Förderband führen. Weitere Einsparungen ergeben sich aus der geringeren Größe des Gebäudes, in dem das Förderband untergebracht ist.
Aber diese Kosteneinsparungsmaßnahmen haben ihren Preis. Betriebsprobleme beginnen sofort bei vielen Konstruktionen, die eine Beladung am Übergang und/oder die Verwendung des Halb-Mulden-Übergangs vorsehen. Das Hauptproblem ist flüchtiges Material, d.h. verschüttetes Material und Staub. Bei seinem Übergang von der flachen Umlenkrolle zur ersten Vollmuldenrolle ist das Band eine schwer zu modellierende, komplexe 3D-Oberfläche, die je nach Bandspannung (verursacht durch Schwankungen in der Belastung) variiert. Es ist praktisch unmöglich, diese Oberfläche genau zu modellieren; folglich muss die Schurre vor Ort an die Bandanlage angepasst werden, was die Kosten zusätzlich erhöht. Eine gängige Faustregel besagt, dass die Herstellung vor Ort 10 Mal so viel kostet wie die Herstellung in der Werkstatt.
Wenn auf den Übergang geladen und/oder die „Tricks” des halbmuldigen Übergangs in einer Konstruktion verwendet werden, ergibt sich eine Rutsche, die im Übergang parallel zum Gurt beginnt und dann eine konvexe Kurve bilden muss, um dem Gurt zu folgen, wenn er vollständig gemuldet ist. Diese Biegung schafft einen Einschlusspunkt für Feinstkorn, der den Liner und die Randabdichtung schnell abnutzt und schließlich zu einer Rillung des Gurtes führt. Der charakteristische „Halbmond”-Verschleißbereich des Liners und der Schürze über den Tragrollen in der Region, in der die Belastung am turbulentesten ist, führt zum Austritt großer Mengen flüchtiger Materialien, die – oft von Hand – gereinigt werden müssen.
Die Einsparungen in Höhe von 15 000 bis 20 000 US$ verflüchtigen sich schnell in Reinigungskosten, häufigeren Wartungsarbeiten an Dichtung und Laufbuchse und einer verkürzten Lebensdauer des Bandes. Zahlreiche andere Konstruktions- und Wartungsprobleme ergeben sich aus dieser Entscheidung in der Spezifikations- oder Konstruktionsphase.
Empfehlung: Verwenden Sie den für den Gurt und die Gurtbreite empfohlenen vollen Muldenübergangsabstand. Beginnen Sie mit der Beladung nach der ersten Vollmuldentragrolle.
3 Verwendung minimaler Scheibendurchmesser
Die Durchmesser für die Haupttrommeln des Förderers werden in der Regel auf der Grundlage des vom Riemenherstellers für die Lebensdauer des Riemens und der Verbindung empfohlenen Mindestdurchmessers auf der Grundlage der Riemenspannung ausgewählt. Im Allgemeinen wird die Befürchtung, dass diese Trommeldurchmesser zu klein sein könnten, um eine einwandfreie Funktion anderer Komponenten zu ermöglichen, nicht berücksichtigt. Wenn kleinere Antriebsscheiben verwendet werden, ist oft die Verwendung von Stoppscheiben erforderlich, um den Umschlingungswinkel zu vergrößern, damit genügend Reibung zum Antrieb des Förderers vorhanden ist. Um den Umschlingungswinkel zu erhöhen, muss sich die Stossrolle nahe an der Antriebsrolle befinden, was den für die Reinigung des Gurtes an der Kopftrommel verfügbaren Raum begrenzt und häufig zu starken Ablagerungen auf der Stossrolle führt, die als erste rollende Komponente die schmutzige Seite des Gurtes berührt. Wenn kleinere Hauptscheiben verwendet werden, ist zwischen dem Ober- und Untertrum des Riemens oft nicht genügend Platz für Zubehörteile vorhanden, die für den Schutz des Riemens und die Aufrechterhaltung eines guten Laufs wichtig sind.
Empfehlung: Es empfiehlt sich, einen Riemenscheibendurchmesser zu wählen, der mindestens 600 mm Durchmesser oder eine Größe größer ist als der vom Riemenhersteller empfohlene Mindestdurchmesser.
4 Fehlender Zugang
Die Beispiele für mangelnden Zugang bei vielen Förderband-Konstruktionen sind so zahlreich, dass allein zu diesem Thema ein ganzer Artikel geschrieben werden könnte. Förderer werden oft in Gehäusen oder Tunneln platziert, bei denen eine Seite so dicht an der Wand liegt, dass für eine Wartungsperson kein Platz ist, um seitlich am Förderer entlang zu gehen.
Zugangstüren können sich an seltsamen Stellen befinden, die eine minimale Sicht erlauben und so klein sind, dass durch sie keine Inspektion oder Wartung durchgeführt werden kann. Förderer können so nah am Boden liegen, dass unter dem Förderer kein Platz zum Reinigen ist. Außerdem sind die Platzierung der Plattformen und Antriebskomponenten um die Kopftrommel herum oft so ungünstig, dass es unmöglich ist, Komponenten für eine ordnungsgemäße Inspektion oder Wartung zu erreichen (Bild 4).
Empfehlung: Befolgen Sie die CEMA-Empfehlungen für Zugang und Freiraum, wie in der 7. Ausgabe von „Gurtförderer für Schüttgut“ beschrieben [1].
5 Abdeckung von Schlüsselkomponenten mit Rohrleitungen und Kabelkanälen
Die Tragkonstruktion des Förderers bildet ein praktisches System für die Montage der elektrischen Leitungen und der Rohrleitungen für die Luft- oder Wasserversorgung der Anlage. Es ist ein übliches Versäumnis, die Lage der Leitungs- und Rohrleitungsführungen auf einer Fördererstruktur nicht zu kontrollieren. Die Tatsache, dass diese Rohre und Leitungen oft die Installation und Wartung kritischer Komponenten wie Bandwanderungsschalter, Bandreiniger, Pflug- und Umlenkrollen behindern, ist allgemein bekannt.
Die Leitungen und Rohre müssen nur selten gewartet oder verlegt werden, während die sie umgebenden Komponenten in der Regel häufig inspiziert und gewartet werden müssen. Um die Verletzungsgefahr noch zu vergrößern, befinden sich diese Rohrleitungen oft an der Seite des Förderers, wo sich ein angeblich für den Zugang installierter Laufsteg befindet (Bild 5).
Empfehlung: Legen Sie fest, dass Leitungs- und Rohrleitungsstränge den Zugang zu kritischen Komponenten entlang des Förderers nicht blockieren oder behindern dürfen. An der Kopf- und Umlenkrolle sollten alle Leitungen und Rohrleitungen mit flexiblen Leitungsabwürfen zur Verbindung der Komponenten installiert werden.
6 Unzureichender Randabdichtungsabstand
Die freie Bandkante außerhalb der Schutzleisten in der Ladezone eines Förderers wird als Kantendichtungsabstand bezeichnet. Die CEMA-Norm basiert darauf, dass der Abstand zwischen den Innenabmessungen der Schürzen 2/3 der Flachriemenbreite entspricht, wobei der Einschlagswinkel nicht berücksichtigt wird. Die europäische Norm basiert auf einer Formel für die freie Gurtkante. Die Standardgurtkante wird für Kapazitätsberechnungen verwendet, um zu verhindern, dass Material zwischen Tragrollen von den Gurtkanten abfällt. Keine dieser beiden aktuellen Normen sieht einen ausreichenden Kantenabstand vor, um die Bandführungs- und Dichtungssysteme unterzubringen, die erforderlich sind, um die heutigen Anforderungen an Staub- und Überlaufkontrolle zu erfüllen. Der freie Kantenabstand sollte auf dem Abstand basieren, der für die ordnungsgemäße Abdichtung des Bandes erforderlich ist. Der Zuschlag für den Riemenlauf basiert eher auf der Struktur und den Scheibenflächenbreiten und variiert nicht wesentlich mit der Riemenbreite (Bild 6).
Empfehlung: Der freie Riemenrand, der zum Abdichten des Riemens zur Verfügung steht und eine Fehlsteuerung des Riemens zulässt, sollte unabhängig von der Riemenbreite mindestens 115 mm betragen.
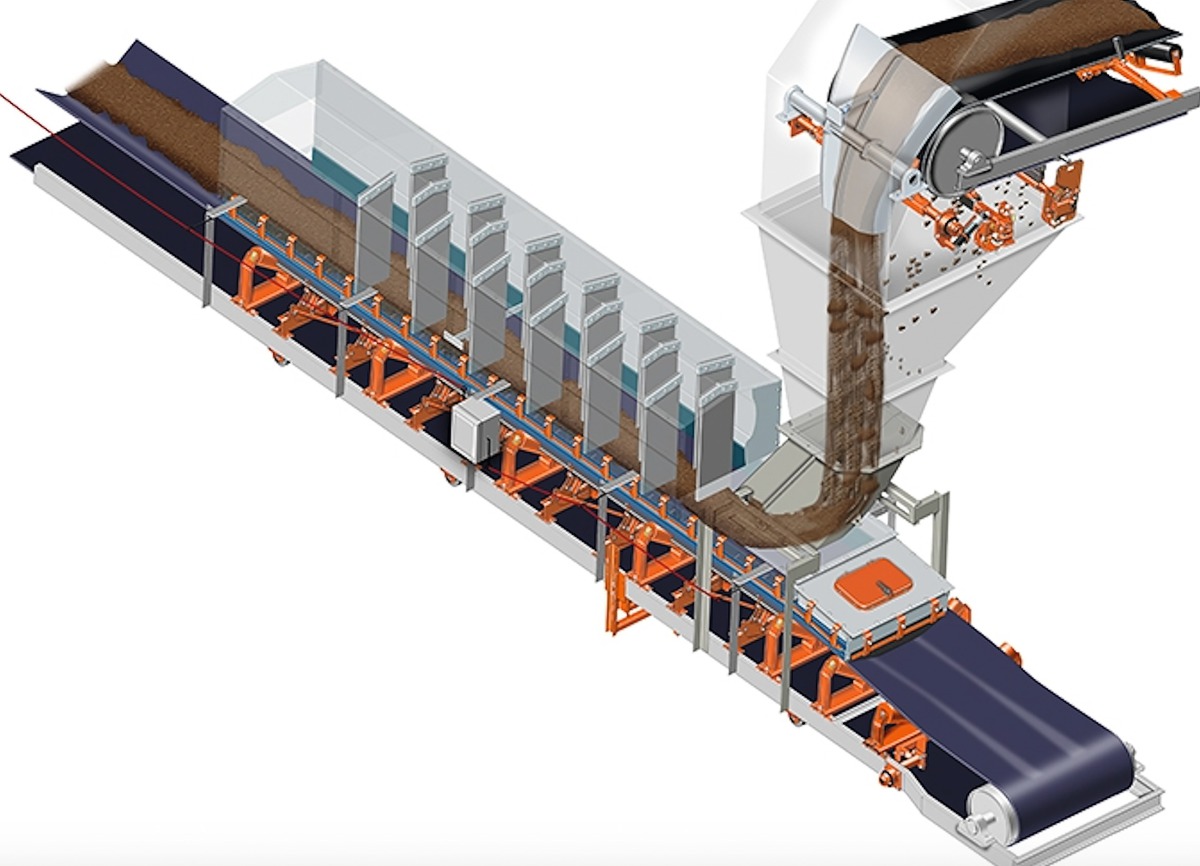
7 Schlechte Schurrenkonstruktion
Der Schurrenentwurf hat sich in den letzten Jahren durch den Einsatz von DEM-Modellierungsprogrammen (Diskrete Elemente Methode) verbessert. Wenn die Eigenschaften des Schüttguts jedoch nicht richtig identifiziert werden, können die DEM-Ergebnisse schlechter ausfallen als bei Verwendung der alten „Faustformeln” bei der Auslegung.
Selbst wenn das Schüttgut gut spezifiziert ist, basiert der Ansatz für den Entwurf der strukturellen Unterstützung des Schachtes und der Riemenscheiben in erster Linie auf der einfachen Herstellung und Installation und nicht auf dem Entwurf für den beabsichtigten Verwendungszweck, der einen ordnungsgemäßen Zugang erfordert. Gewöhnlich bietet eine Kopfrollenhalterung mit A-Rahmen, d.h. mit vertikalem Schenkel, einen besseren Zugang als die Konstruktion eines Tischrahmens (Bild 7).
Empfehlung: Testen Sie das Schüttgut und verwenden Sie die Eigenschaften, die den ungünstigsten Fall einer Strömung darstellen, um die Schurre mit DEM zu entwerfen. Konstruieren Sie die Struktur so, dass sie den Zugang zu kritischen Komponenten nicht behindert, aber dennoch einen adäquaten Zugang für die Wartung sowie für zukünftige Upgrades ermöglicht.
8 Unzureichende Bandreinigung
Man kann nur schlussfolgern, dass mit der Verschärfung der Anforderungen an Staub und Verschüttungen im Laufe der Zeit anspruchsvollere Bandreiniger in größerer Anzahl erforderlich sein werden. Häufig wird eine unzureichende Anzahl von Bandreinigern oder Reinigern mit einer zu niedrigen Einschaltdauer angegeben. Darüber hinaus kann es sein, dass der in der Konstruktion vorgesehene Platz die ordnungsgemäße Installation und Wartung von Bandreinigern nicht zulässt (Bild 8).
Die Lieferanten werden unter Druck gesetzt, die Preisziele zu erreichen und liefern schließlich Geräte, von denen sie wissen, dass sie die Erwartungen nicht erfüllen werden. Das Spiel besteht jedoch darin, die Spezifikation vage genug zu formulieren (unter Verwendung von Begriffen wie „oder gleichwertig”), so dass der Lieferant vor die Wahl gestellt werden kann: „Erfüllen Sie den Preis, oder wir setzen ein einfaches Design ein und lassen den Kunden sich um das Problem kümmern”.
Empfehlung: Nehmen Sie Spezifikationen zur Bandreinigungsleistung in die Anforderungen an das Förderband auf. Lassen Sie ausreichend Platz für Scavenger-Förderer, wenn der Kopfschacht so konstruiert ist, dass mindestens 3 Reiniger nicht in den verfügbaren Platz passen und der Rücklauf in einer Fallrinne mit nahezu senkrechten Wänden aufgefangen werden kann.
9 Ersatz der Gurtbreite durch die Geschwindigkeit
Förderer werden routinemäßig für Geschwindigkeiten von 7,5 bis 11,5 m/s ausgelegt. Einige Branchen haben maximale Transportgeschwindigkeiten festgelegt, um den Verlust des Schüttgutes zu begrenzen und/oder Staub zu kontrollieren. Obwohl diese Praktiken ihre Wurzeln in der praktischen Erfahrung haben, werden sie oft überstrapaziert, um Preisziele zu erreichen. Staub und Verschüttungen stehen in direktem Zusammenhang mit der Bandgeschwindigkeit und der Tonnage, während der Verschleiß eine Funktion des Quadrats des Schüttgutstroms ist. Daher sollten die Kompromisse zwischen Breite und Geschwindigkeit sorgfältig abgewogen werden (Bild 9).
Empfehlung: Orientieren Sie sich an den empfohlenen maximalen Fördergeschwindigkeiten, die in CEMA’s 7. Ausgabe von „Belt Conveyors for Bulk Materials“ aufgeführt sind, s. insbesondere das Kapitel zur Unter- oder Überdimensionierung des Förderers [1].
10 Versäumnis, eine Aufrüstung zu ermöglichen
Wenn das Thema der Aufrüstung eines Systems angesprochen wird, wird normalerweise davon ausgegangen, dass die Bandgeschwindigkeit erhöht wird. Abgesehen vom Antrieb und einigen anderen Komponenten ist das Einzige, was angeblich aufgerüstet wird, der Durchsatz von Tonnen pro Stunde. Eine Aufrüstung allein durch Änderung der Geschwindigkeit führt oft zu einer Durchsatzverringerung und nicht zu einer Erhöhung, da Verstopfungsprobleme durch die Änderung der Materialbahn oder den vorhandenen Schurrenquerschnitt zu einer Durchflussbeschränkung führen. Viele Konstruktionen lassen keinen Raum selbst für geringen Aufrüstungen oder Ergänzungen. Mit minimalem Aufwand in der Konstruktionsphase und mit wenig oder ohne zusätzliche Fertigungs- oder Installationskosten kann eine gewisse Flexibilität für leistungsverbessernde Upgrades in das System eingebaut werden (Bild 10).
Empfehlung: Verwenden Sie Standardkomponenten, um die Preisziele zu erreichen, aber lassen Sie im Design Raum für problemlösende Upgrades, um die Produktions-/Kostenziele zu erreichen.
11 Schlussfolgerung
Die Entscheidung, diese problematischen Bereiche zu ignorieren und ausschließlich nach dem Preis zu kaufen, führt in der Regel zu einem geringeren Durchsatz als angegeben, zu höheren Betriebs- und Wartungskosten als geplant und zu einer geringeren Sicherheit. Jedes dieser Probleme kann, wenn es in der Spezifikations- und Entwurfsphase angesprochen wird, leicht auf der Grundlage von Lebenszykluskosten und Kostenvermeidung gerechtfertigt werden. Wenn diese Konstruktionsprobleme erst einmal in der Fertigungs-, Installations- und Betriebsphase gelöst sind, können sie korrigiert werden oder auch nicht, und zwar zu wesentlich höheren Kosten, als wenn sie bereits in einem frühen Stadium des Projekts behandelt und finanziert würden. Weitere Informationen wie man Einsparungen erreichen und rechtfertigen kann, wie man “es richtig macht”, finden Sie unter “Grundlagen für die Sicherheit von Förderanlagen”:
Literatur • Literature
[1] Belt Conveyors for Bulk Materials, 7th edition, Conveyor Equipment Manufacturers Association (CEMA), 2014
Autor: R. Todd Swinderman, CEO Emeritus
Martin Engineering, Neponset/USA
R. Todd Swinderman kam 1979 als Ingenieur für Fördertechnikprodukte zu Martin Engineering und war als Vizepräsident und Generaldirektor, Präsident und CEO sowie als Leitender Technischer Direktor und als Technischer Direktor tätig. Er hält mehr als 140 aktive Patente in 12 verschiedenen Ländern. In seiner Arbeit mit CEMA (dem Verband der Hersteller von Förderanlagen) war er maßgeblich an der Entwicklung einheitlicher Normen zur Verbesserung der Sicherheit und Produktivität von Fördersystemen und -komponenten beteiligt.




