Recycling and design of waste-derived products in the construction and ceramics industry
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg
 Quelle/Source: TH Nürnberg
Quelle/Source: TH Nürnberg

Summary: Goal of a project funded by Bavaria’s State Ministry of the Environment and Consumer Protection was to develop new products with porous structure and mechanical properties from secondary resources in the construction and ceramics industry with a process chain comprising coarse and fine comminution, agglomeration or granulation and a thermal stabilization process.
1 Introduction
With a total volume of around 202 mill. t annually, mineral construction waste and soils constitute the largest waste stream in Germany [1]. In the year 2012, for example, in Bavaria 45 579 000 t construction waste was produced, which consisted of excavated soils, broken-up road materials, construction site waste and waste on gypsum basis as well as a considerable proportion (20 %) of building rubble. This consists mainly of concrete, clay bricks and other mineral components [2]. Whereas recycled concrete is now used increasingly in the construction industry, bricks and other building waste such as aerated concrete or sand-lime bricks have so far hardly been recycled to high-grade products. 61 % construction waste was processed on site by building rubble recycling plants, the largest share of the products ending up in road and path construction [3].
To work in closed material cycles, to preserve the value of the materials and to protect the environment, these secondary resources must be reused in new products and these products placed on the market under economic and ecological conditions. In the construction materials sector, a saturation effect results as the broken-up road construction materials are already almost completely recycled directly and the material demand is now saturated [4; 5]. 18.3 % of the around 9 mill. t were supplied to a higher-grade use in the sense of them being further processed, although here a large part is downcycled in asphalt mixing plants. 273 000 t and therefore only 3 % of the building waste produced in 2012 could be recycled as concrete aggregate in building construction in line with waste management and product recycling legislation [6; 7; 8]. This shows that in the construction industry only a small part of the mineral components has been recycled up to now. As the construction materials industry is a branch with one of the highest volumes of waste, here especially in view of the ever-scarcer availability of resources and landfill capacity, new approaches to the use of construction waste must be found.
In the scope of this work, a recycling process was developed that enables treatment of masonry brick rubble and waste streams from the ceramics industry. In the following, a process chain consisting of various comminution steps, an agglomeration process and the necessary thermal stabilization is presented. For the stabilization, a firing process common in the ceramics industry as well as hydrothermal hardening, which is used in the production of sand-lime bricks, were tested. With process-related measurement systems for the determination of important process parameters like particle size distribution and particle shape as well as the thermal and mechanical properties of the granulates produced, the process could be optimized.
2 Process
In the scope of this work, a process was developed that enables the recycling of waste-derived material streams from the construction materials and ceramics industry and their processing to new products or pre-products, on the basis of a hybrid material recovered from broken bricks and ceramics. These can be used, on the one hand, as aggregate for lightweight concrete in building construction, for thermal insulation, for sound insulation or even for substrate for plant nutrients.
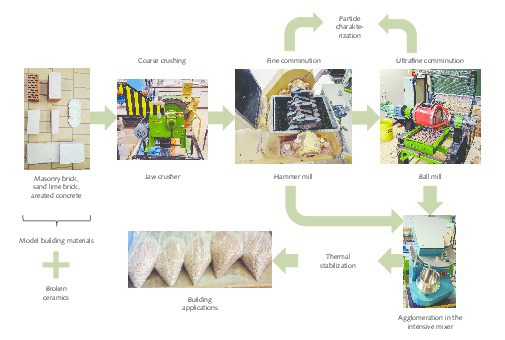
The process presented in the following comprises various steps for comminution of the starting material, simultaneous particle characterization and subsequent shaping by means of agglomeration of the material streams. The green granulates formed in this way were thermally stabilized at different temperatures. As an alternative to classical firing of the green bodies, the process of hydrothermal hardening as used in the production of sand-lime bricks was applied. The granulates produced with both processes exhibit good mechanical properties. The entire process is shown in Figure 1.
At the beginning of the process, the building materials and broken ceramics have to be comminuted to a defined particle size. As a first process step, coarse crushing in a jaw crusher is therefore necessary. In laboratory tests, the maximum size of the feed material measured about 5 cm, in real demolition operations, a crusher may have to be positioned upstream. The gap width of the jaw crusher used was around 2 cm. The product stream of the jaw crusher had a particle size of x ≤ 20 mm.
For the required granulate production from the mix of broken bricks and ceramics, with a required particle size of x ≤ 1 mm, however, further comminution of the materials is necessary. It has been shown that the use of a hammer mill is very suitable for this purpose. This consists of a rotor drum with a horizontal axis and pin-ended hammers. With the stresses generated in this mill, particle sizes of x ≥ 5 µm can be produced.
Aim of the wet agglomeration of the broken ceramic and brick in the intensive mixer was a mean particle size of x50.3 ≤ 100 µm. Already in early research work on processing of waste-derived construction raw materials by means of agglomeration, it could be shown that a mean particle size of x50.3 ≤ 100 µm is especially expedient for the process [9; 10]. During the comminution of the unfired ceramics in the hammer mill, already mean particle sizes of x50.3 ≤ 100 µm could be produced, while the broken bricks had to be further comminuted in a ball mill in a second step.
Granulates from the mixed brick and ceramics fraction were produced in an Eirich intensive mixer. This is fitted with an agitator in a clockwise- or anti-clockwise-rotating mixing vessel. The speed can be adjusted infinitely up to 3 500 min-1. For particle characterization, laser diffraction spectrometry and image analysis were used, and the density was measured with a pycnometer.
For hydrothermal hardening, 7 g demineralized water was filled into 250 ml autoclaves and the granulates place into the autoclaves in a sample container. This was tempered to 200 °C, and accordingly a pressure of 12 bar generated in the vessel. The tests were performed for two different holding times lasting 90 min. and 120 min. respectively and then the autoclave was cooled to room temperature over 12 h.
Firing was performed in a continuous kiln. For this purpose, first preliminary tests were conducted at different temperatures typical for pure porcelain of 900 °C, 1170 °C and 1400 °C to find a suitable firing temperature for the hybrid material. Based on the results of the preliminary tests, the suitable firing temperature was determined at 900 °C. The subsequent hardening of the samples was performed at this temperature.
To qualitatively assess the agglomerates produced for their later use in building construction, as aggregate for lightweight concrete, for thermal insulation, for sound insulation or even as substrate for plant nutrients, the compressive strength and thermal conductivity of the hardened green bodies were analysed.
3 Production of broken-brick-ceramic agglomerates
The required size of the granulates for the above-mentioned applications lies in the range of x = 4 – 8 mm. Ten granulate batches with different ceramic-broken brick composition (from 0 % to 90 % mass fraction ceramic, equidistant) were prepared. The production of agglomerates from pure ceramic powder was not possible, These demonstrated a shear thickening behaviour, which is why, on account of their rheological properties, the agglomerates remained dimensionally stable only under mechanical stress and then relaxed.
To obtain information on the abrasion of the produced granulates during transport and expected damage caused by thermal hardening of the agglomerates, the particle size was analysed in unhardened state as well as after thermal treatment. Here only minor changes could be detected. For the process, this means that the green bodies are sufficiently strong enough already after agglomeration to be fed to the downstream hardening process. The observed slight change in the particle size is caused predominantly by the water loss during the firing process.
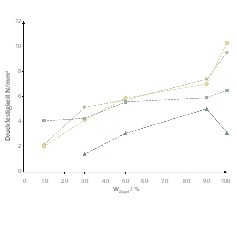
To assess the mechanical properties of the agglomerates produced, the compressive strength was measured, Measured were agglomerates with a particle diameter of around 4 mm and different ceramic-/brick composition, both in the unfired state, after firing at 900 °C in the tunnel kiln and after hydrothermal hardening (holding time 90 and 240 min.).
With increasing content of broken bricks in the agglomerates, a considerable increase in the compressive strength can be determined. The unfired agglomerates exhibit, as expected, the lowest compressive strength. With high brick content, a high compressive strength can be detected especially in the samples from hydrothermal hardening. For low brick contents, on the other hand, the granulates fired at 900 °C exhibited the highest compressive strength. Accordingly, for applications with high ceramic content (≥ 90 wt %), the firing process established in the ceramics industry is expedient for agglomerates with maximized strength.
Further, it can be observed that with higher brick content in the hardened samples higher compressive strengths can be achieved. In the case of the unhardened samples, the compressive strength of the agglomerates, however, for pure broken brick decreases compared with the hybrid recoverable with 90 % mass percentage of bricks. It must, however, be clearly established that for the product property compressive strength, a high content of brick particles in the agglomerates is advantageous. The reduction in the strength in unfired agglomerates prepared from pure broken brick can be explained based on the larger particle size of the brick powder compared to that of the ceramic powder.
A special advantage of this brick and ceramic material combination is that on account of the different surface and material properties and particle sizes of the materials, stronger agglomerates with higher porosity are formed. The agglomerates with different compositions were fired at 900 °C, 1170 °C and 1400 °C. At higher firing temperatures, the granulates underwent a restructuring. A clear softening was determined. We attributed this phenomenon to the brick content as this is not known with 100 % ceramic and the same temperature. At these high temperatures, only the agglomerates with 90 % ceramic content could be fired to strong products. For further tests, a firing temperature of q = 900 °C was chosen.
For the fired granulates with a composition of 90 % ceramic and 10 % broken brick, the following compressive strengths were determined as a function of the firing temperature. The agglomerates with a firing temperature of 900 °C showed a compressive strength of 4.08 N/ mm2, at 1170 °C a compressive strength of 33.79 N/mm2 was determined and at 1 400 °C a compressive strength of 198.91 N/ mm2 was determined.
In comparison with the values from Figure 2, it is conspicuous that the compressive strength at 1170 °C and 1400 °C lies well over the values at 900 °C. The results show clearly that for the production of composite agglomerates, the firing temperature has to be chosen carefully depending on the ceramic content.
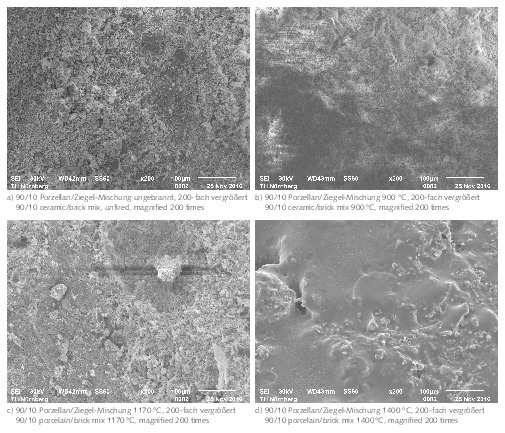
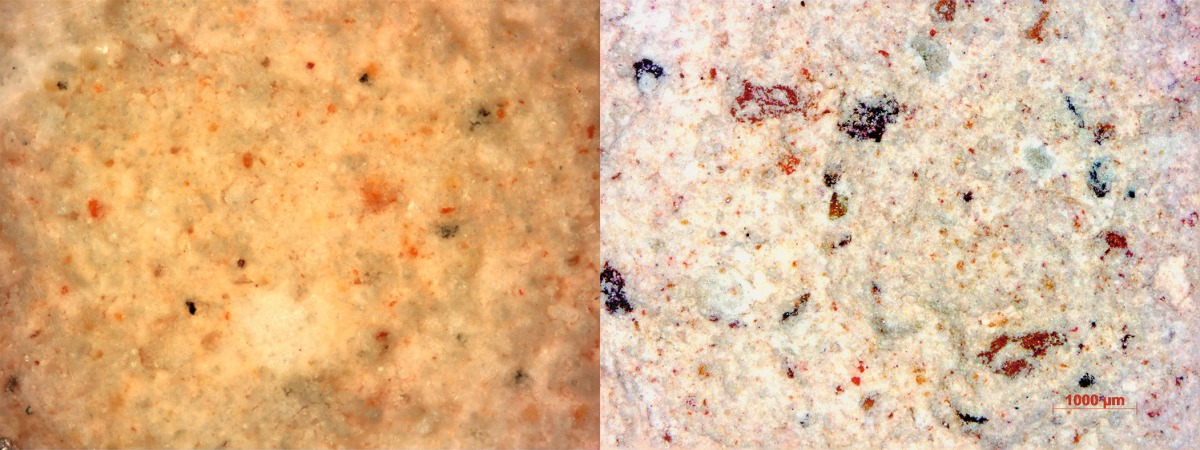
The structure and surface condition of the agglomerates with a mass content of 90/10 ceramic/brick were analysed after the firing process at the three different temperatures (900 °C, 1170 °C and 1400 °C) by means of a scanning electron microscope (SEM). Moreover, the structure of the unfired agglomerates dried at 105 °C was analysed in comparison. Figure 4 shows SEM images with 200 x magnification.
The unfired sample (Fig. 4a) and the sample fired at 900 °C (Fig. 4b) show slight structural changes in the form of a structure of aggregated primary particles at the surface. It should be noted that between the unfired sample and that fired at 900 °C, no significant structural differences can be observed. After the firing process at q = 1170 °C, the beginning of a matrix structure at the surface, which shows fewer individual particles, can be seen. At 1400 °C, the agglomerate already consists completely of a clay matrix. Even individual particles that can still be seen are firmly bedded in this matrix, which leads to a considerable increase in strength. At 50 x magnification, marked differences can be seen that are caused by different material contents (Fig. 5).
The structure of the agglomerates with a high porcelain content is influenced primarily by the raw materials kaolin and feldspar. The red colouring and the rust-brown spots are formed by Fe2O3-containing clay minerals of the brick.
To determine the behaviour of the composite materials under the influence of temperature, prior to the firing process, thermogravimetric analyses (Fig. 6) were conducted. For the particle fraction of ceramic, a mass loss of 2.6 % was detected and for pure masonry brick, 8.3 % mass loss was measured. The mass loss for the mix of 50 % ceramic and 50 % masonry brick particles measured 3.9 %. With increasing brick content, a considerable decrease in the total mass results. The loss in mass of the ceramic system falls linearly and can be attributed primarily to low quantities of escaping water. In the masonry brick system, too, from the start of the test to 150 °C, the loss of system water can be observed. The mass loss between 600 °C and 750 °C can be attributed to the escape of water of crystallization from the clay minerals.
4 Pore formation in the agglomerates
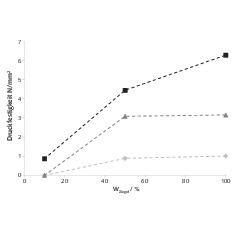
For the planned use of agglomerates as thermal insulation or liquid reservoirs, it is necessary to enlarge the pore volume of the granulates. As a suitable possibility, in the scope of this work, pore-forming by means of silicon carbide (SiC) and aluminium powder (Al) was analysed at three firing temperatures (900 °C, 1000 °C, 1100 °C). First, agglomerates were produced with 1 % Al and 3 % SiC respectively and fired at 900 °C. Subsequently the compressive strengths and the specific surface areas were measured. Six mixes were prepared: 0/100-, 50/50-, 90/10 ceramic/masonry brick each with 3 % SiC and with 1 % Al powder and agglomerated in the Eirich mixer. The measured compressive strengths are shown in Figure 7 and Figure 8.
In the unfired state, the compressive strength of the agglomerates increases with SiC, whereas it decreases with the addition of Al. With the use of aluminium particles and also without poreformer, it is shown that up to a concentration of w = 50 % masonry bricks, the compressive strength increases, and the functions can then have no or only very low gradients. With the use of SiC, it can be observed that in the lower concentration range (up to 50 %), a higher increase in the compressive strength is determined than at higher masonry brick contents (w ≥ 50 %). In the range of w = 10 % to w = 50 %, the compressive strength increases almost fivefold. With regard to compressive strength, the SiC has proven a suitable poreformer.
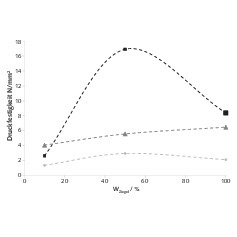
After the firing process, too, only the products with SiC as additive exhibit a satisfying property. The agglomerates with 3 % SiC fired at 900 °C show in the range of w = 50 % much increased compressive strength of 17 N/ mm2. At higher masonry brick content, the compressive strength is even reduced. This can be attributed to the microstructure of the agglomerates. The use of Al only has a very slight effect on the fired products. The results of the unfired samples tend to be confirmed.
In the following, the agglomerates with SiC as additive were processed at different firing temperatures (900 °C, 1000 °C, 1100 °C). The chosen compositions were: 20/80, 40/60, 60/40, 80/20 mass percentages of ceramic/masonry brick. The results are shown in Figure 9. Here it becomes clear that the firing temperature has a considerable influence on the compressive strength. The samples fired at 1000 °C and 1100 °C exhibit much higher compressive strength than the unfired or the hydrothermally hardened samples. Striking is the considerable increase in strength at a temperature of 1100 °C, which implies a more compact inner structure of the porous agglomerates prepared from the broken ceramic and brick secondary raw materials. From these agglomerates, the specific surface area was measured by means of gas adsorption (Table 1).
The samples treated at 1100 °C exhibit the smallest specific surface area. This is confirmed by the result of the compressive strength test. It clearly shows that at these process temperatures a compact internal structure and a lower porosity are formed. For the unfired and hydrothermally hardened agglomerates, as expected, the highest specific surface area was detected. With increasing firing temperature, the specific surface area decreases significantly, which can be attributed to the changed structure caused by the more intensive sintering.
Accordingly, with this process, it is possible to produce porous products from secondary ceramic and masonry brick raw materials with different porosities. Products with high porosities are suitable, for example, as liquid reservoirs or for sound insulation, while agglomerates with low porosities can be used, for example, for thermal insulation.
5 Conclusion
In the construction industry, so far only a small part of mineral components is recycled. At the same time, it is the branch of industry with one of the highest waste volumes. The goal of this project funded by Bavaria‘s State Ministry of the Environment and Consumer Protection was to take waste-derived raw materials from the building and ceramic industry and develop from these new products with a porous structure, like, for example, aggregates for lightweight concrete, materials for thermal insulation or for sound insulation, as substrate material for plant nutrients or as liquid reservoirs. This could be achieved with a process chain consisting of coarse and fine comminution, agglomeration or granulation and a thermal stabilization process.
The granulates produced exhibit good mechanical properties. With the production of agglomerates with different ceramic and masonry brick content, a wide spectrum of potential applications can be covered for these products. It should be noted that the material streams from the construction industry are a magnitude higher than the waste volumes from the ceramics industry.
With the comparison of a conventional firing process for ceramics with the hydrothermal hardening commonly applied in the sand-lime brick industry, two suitable processes for hardening the agglomerates were determined. As shown, depending on the composition of the agglomerates, they exhibit different properties. Building on these basic principles, depending on the composition of the waste stream, the suitable process can be selected and realized based on the presented results.
Acknowledgement
The authors wish to thank the Bavaria‘s State Ministry of the Environment and Consumer Protection and the research alliance “ForCycle – Raw Material Shift in Bavaria” for their financial support and cooperation as well as the porcelain manufacturer Porzellanfabrik Walküre GmbH & Co. KG for its superb assistance with the firing process.