Single and dual-ply industrial conveyor belts






They are stronger, lighter, far more resilient, longer-lasting and much more eco-friendly. UsFlex is long established while Ultra X has continued to prove a great success since its launch some six years ago and is now the belt of choice in a rapidly increasing number of operations across a wide cross-section of industries and countries.
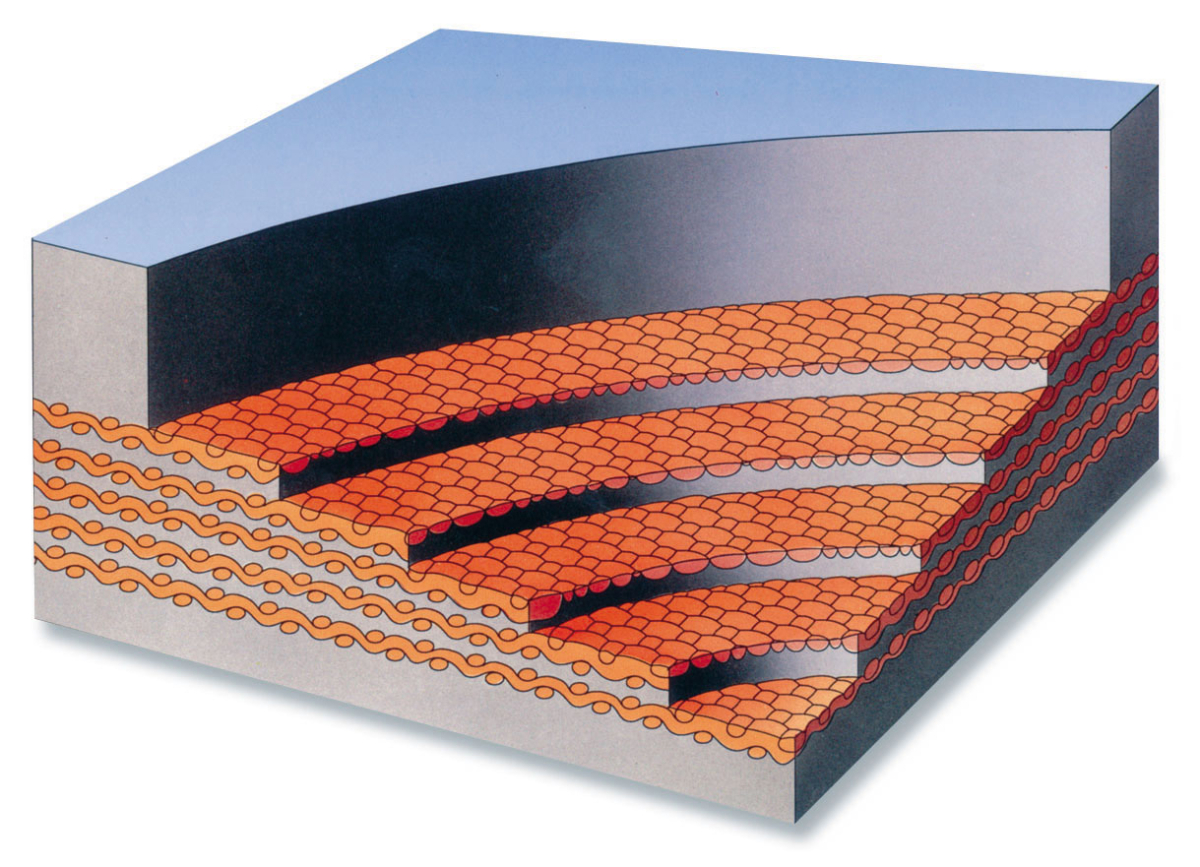
The multi-layered carcass structure usually consists of three or four layers but belts for extremely heavy-duty applications can have as many as five or more layers of synthetic ply, all of which are protected by an outer layer of rubber. These so-called “multi-ply” belts are by far the most common type of conveyor belt.
Despite many advances through further developments, for a variety of reasons, especially those involving price cutting and imports from Southeast Asia, the vast majority of belts do not provide a cost-efficient working lifetime. General surface wear and tear, cutting, gouging and rubber degradation caused by exposure to ozone and ultraviolet light are all common causes. Add to this rip, tear and impact damage which, depending on industry type, can result in as much as 75 % of conveyor belting needing to be replaced much sooner than it should be.
Catastrophic rip and tear damage is considered to be inevitable, which is why low price imported so-called “sacrificial” belts are often used. Ironically, low-grade belts have much less ability to resist damage, resulting in an even faster, more expensive cycle of fitting, repairing and replacing.
Under the leadership of their mutual chief Edwin Have, Fenner Dunlop BV, based in the Netherlands, and Fenner Dunlop Conveying Belting, based in Pennsylvania/North America, have developed a new generation of strong belts that are both more affordable and more environmentally sustainable. Having already developed extremely hard-wearing rubber compounds, the engineers and technicians focussed on the carcass, to build on a product that is characterized by toughness and longevity – the single and dual-ply UsFlex construction.
UsFlex
UsFlex from Fenner Dunlop was first introduced more than two decades ago. It combines premium grade rubber covers with extra strong fabric plies. Although available as a single-ply construction for lower tensile strength (up to 630 Nmm) applications, the most popular version of UsFlex is the dual-ply 1000 Nmm. Even though there is an opinion that a higher number of inner plies will result in a stronger belt, this is not the case. The greatest influence on the strength and other essential physical properties of a conveyor belt is the design and quality of the ply material used to create the carcass.
In the case of UsFlex, a specially woven fabric is the secret behind its success. The fabric consists of heavy strands of polyester running lengthwise and heavy nylon strands running crosswise held in position by a strong yarn. The strands are completely straight in both directions and not interlocked like a conventional fabric. This allows the weft to float free from the warp, thereby minimising the peak point of impact because the energy is dissipated over a larger area.
If a sharp object penetrates the carcass the nylon crosswise strands compact (gather) together, by gathering and forming an increasingly stronger barrier. It is a broadly similar principle to that of a fabric rip-stop breaker ply but significantly stronger and more effective. When penetrated and being pulled through a trapped foreign object, the design pattern of the strands allows them to gather in a bundle that can eventually become strong enough to stop the belt or even expel the object causing the problem. Synthetic plies are usually more effective than steel when it comes to actually minimising the length of a rip. In fact, the UsFlex fabric is so strong that Fenner Dunlop use it as a breaker ply in their steel cord belts.
Both the single and dual-ply UsFlex belt carcasses possess a longitudinal rip resistance that is more than five times that of multi-ply belts of equivalent rating and an impact resistance that is up to three times greater compared to conventional belting. Protected by premium grade rubber covers, UsFlex belts established a long-standing reputation for being able to provide up to four or five times longer operational life, especially when compared to imported belts. As one European quarry manager testified: “We used to replace our belts every three to six months before we started fitting UsFlex belts. Now it can be four or five years before we need to fit a replacement.”
Ultra X
Following the success of UsFlex in extreme conditions, Fenner Dunlop used its in-house fabric weaving facility located in the USA to develop a new extra strength single-ply belt – the Ultra X as part of the so-called The X Series. Throughout the development of Ultra X, sections of belt carcass were repeatedly tested to destruction, including measuring the tear resistance according to the international EN ISO 505 standard. The tests revealed that the new (Ultra X) fabric possessed more than 3 times greater longitudinal rip resistance, up to 5 times better tear resistance and a far superior resistance to impact compared to traditional 3-ply or even 4-ply belting. There was also no question about the overall strength. For example, the Ultra X3 single ply belt proved capable of pulling up to 56 t in weight.
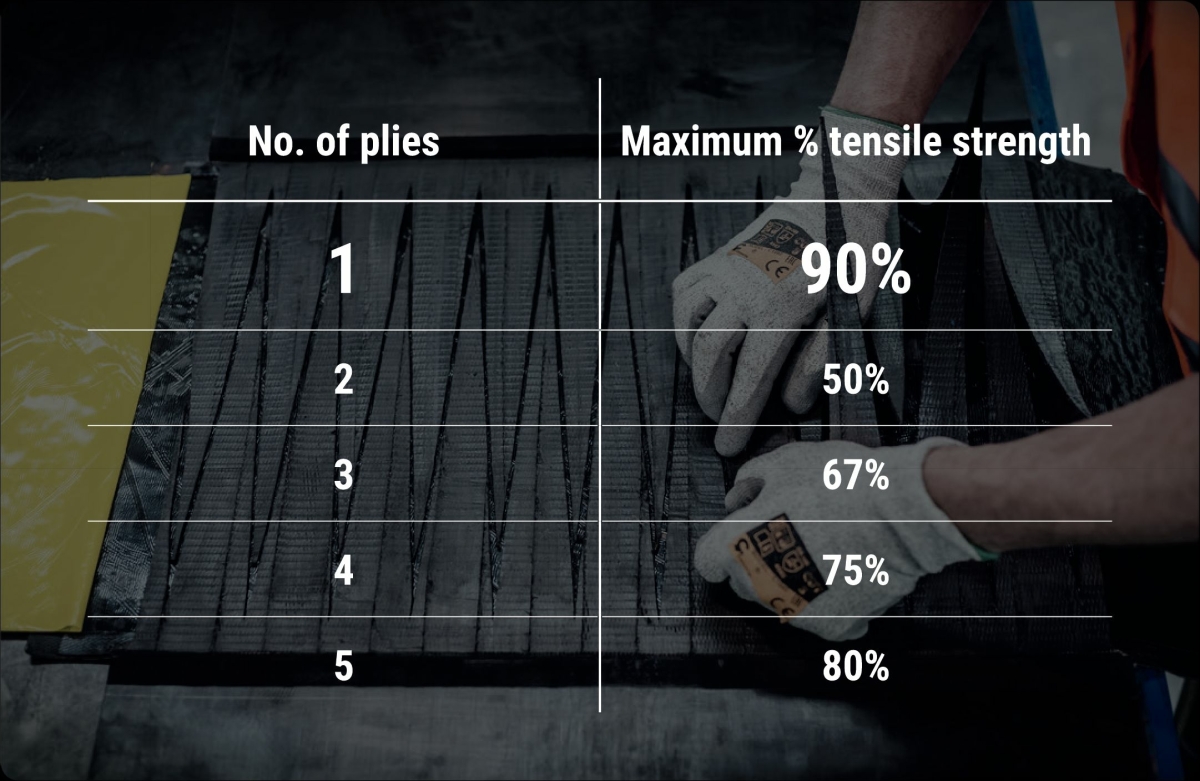
According to Dr. Michiel Eijpe, Fenner Dunlop’s Innovation & Sustainability Director in the Netherlands, the answer lies not only with the special fabric but also the advantages of finger splices. “First and foremost, the fabric created by our colleagues in the USA is able to withstand the kind of punishment that would destroy a normal belt. Ultra X also has amazing tensile strength. For example, the longitudinal tensile strength of the X1 is 330 N/mm and the X3 has a longitudinal strength of 550 N/mm. A single-ply construction requires a finger-splice joint to be made and the enormous advantage of finger splice joints is that they retain up to 90 % of the belt’s tensile strength. By comparison, a 3-ply step joint only retains a maximum of 67 %.”
The higher level of splice efficiency combined with the tensile strength effectively creates equivalent tensile strengths and belt safety factors that are more than comparable to 3 or 4-layer conventional belting. Finger splice joints are proven to be stronger and more durable so the need to repair and re-splice joints is almost non-existent.
Advantages of single and dual-ply belts
The reduction in environmental impact of single and dual-ply belts is also considerable. Having only one or two layers rather than 3, 4 or more layers helps to reduce energy consumption and maximise efficiency of production because there are fewer calender (layering) runs.
It also means that less rubber is used, including a corresponding reduction in the amount of chemicals and additives used to create that rubber. The dramatic reduction in the amount of nylon and polyester used in the creation of a single layer of fabric compared to the multiple layers found in a conventional multi-ply belt is particularly important because synthetic fabrics are not biodegradable. The vastly superior toughness of Ultra X and UsFlex belts also means that they need to be replaced far less frequently, which consequently means that far fewer conveyor belts have to be manufactured and shipped enormous distances in the first place.
A single and dual-ply future
For some, the very idea that single and dual-ply belts can provide considerably more resistance to wear and damage compared to much thicker, heavier belts with multiple plies is difficult to comprehend. However, the evidence is overwhelming. UsFlex is long established while Ultra X has continued to prove a great success since its launch some six years ago and is now the belt of choice in a rapidly increasing number of operations across a wide cross-section of industries and countries. Fenner Dunlop’s management certainly regard single-ply and dual-ply belts as the future of industrial conveying belt.
Author
Leslie David, freelance author and consultant / Great Britain
leslie.david@fennergrp.com





