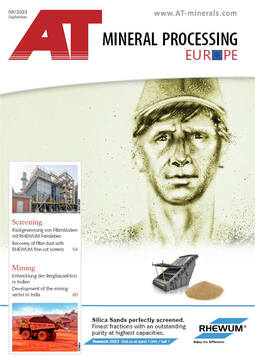
Recovery of filter dust with RHEWUM fine-cut screens



When it comes to sustainability, most people think about wind turbines, photovoltaic systems and similar. Sustainable, but at the same time commercially interesting projects can, however, be quickly and easily realized in existing screening and grinding processes with the right technology. This article provides a few ideas. With RHEWUM fine-cut screens like, e.g. the RHEsono or RHEsonox, very fine-cut protective screening can be performed, even with relatively large throughput rates, at cuts of 50 μm or 300 mesh, to enable the recovery of valuable products. In this article, we describe how worthwhile the recovery of filter dust can be.
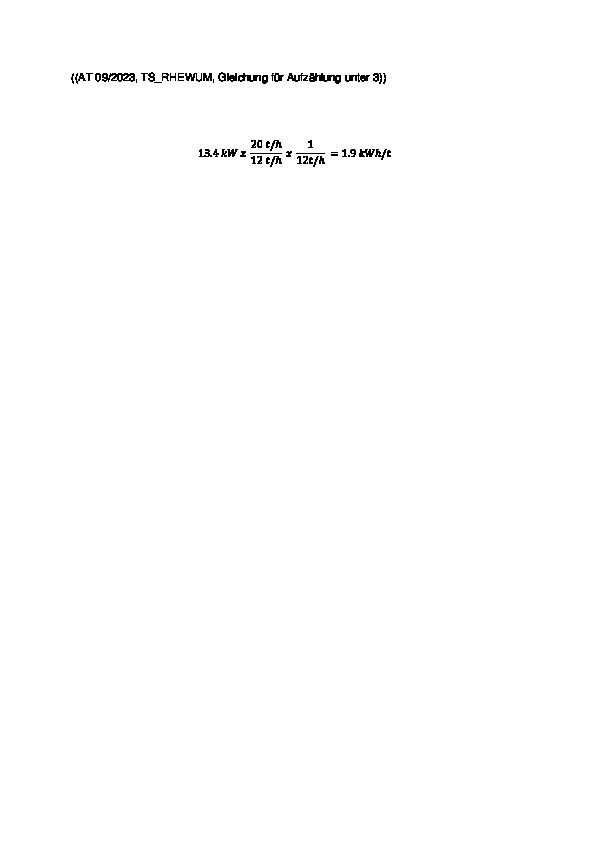
Usually, in efficient comminution systems, mills are operated in combination with screens. Instead of comminuting the entire product quantity, only that part of the product that is larger than the required maximum particle size is mechanically comminuted. Depending on the material and particle size, this comminution process is more or less energy-intensive. Typically, around 2 – 20 kWh/t of high-value electric energy is required. Depending on the product, it may also be necessary to dry the product before processing it, which leads to additional thermal energy consumption. If you work from a...