OWL EYE® – Material flow monitoring along the entire process chain


Why material flow monitoring Is crucial in mining
Mining and bulk material logistics revolve around the movement of mass – the economic value lies in the material that must be transported, stored, and processed. However, extraction, processing, and logistics rarely operate in perfect synchrony. Extraction volumes fluctuate, plant capacities are limited, and transport is subject to external factors. The result: temporary stockpile buildup, material bottlenecks, or unused storage capacity.
A precise and continuous monitoring of material quantities provides the necessary transparency. It allows operators to identify bottlenecks early, better coordinate processes, and make data-based decisions – whether it’s planning loader usage, optimizing transport routes, or evaluating plant efficiency. Ultimately, accurate knowledge of the current material flow is essential to ensure economical, reliable, and well-controlled operations.
One system – multiple measurement points
OWL EYE® is not a single-purpose device, but a scalable and integrative system designed to monitor mass flows at various points within an operation. The platform includes several specialized modules:
1. Static stockpile volume measurement
Permanently installed LiDAR or 3D sensors periodically record stockpile growth or reduction. Data is processed into 3D models to document material movement and provide reliable inventory levels.
2. Mobile stockpile scanning
Specialized units mounted on discharge conveyors, rotary stackers, or bucket wheel excavators continuously measure material build-up at the discharge point. The system helps monitor remaining capacity on the stockpile and determine when a wheel loader is needed to redistribute the accumulated material – improving storage space utilization and internal logistics.
3. Wheel loader mapping
3D LiDAR units mounted on wheel loaders scan the environment during normal driving operations. A dynamic 3D representation of the stockpile is created without interrupting regular workflows – ideal for progress tracking, stockpile management, or documentation.
4. Bin and hopper monitoring
OWL EYE® can also be used for volume measurement in closed or semi-open containers such as feed hoppers, crushers, silos, or chutes. The system continuously detects fill levels and volume changes, even in dusty or low-light conditions.
5. Conveyor belt volume flow measurement
A core component of the platform is the non-contact volume flow module for conveyor belts. A 2D LiDAR sensor, mounted above the belt, continuously scans the cross-sectional profile of the material. In combination with belt speed, the throughput is calculated in m³/h or t/h, with a typical deviation of ±1 %.
In addition to volume measurement, the system also detects material shifts, belt misalignment, large foreign objects, and anomalies in the loading profile, making it a vital tool for automated process control.
Advanced conveyor diagnostics: Integrated condition monitoring
Beyond conventional throughput measurement, OWL EYE® provides real-time conveyor diagnostics. By analyzing the material profile, the system can detect deviations and potential damage early on. These include:
Belt misalignment due to uneven loading or roller defects
Asymmetrical or unstable loading, indicated by shifting mass centers
Large foreign objects (Big Rock Detection) that may damage mechanical parts or downstream processes
Profile anomalies that indicate material buildup, belt damage, or upstream feed issues
These events are recorded continuously and evaluated against predefined thresholds. This allows for targeted maintenance before failures occur, increasing operational reliability and minimizing downtime.
System integration and data access
Designed for industrial continuous operation, OWL EYE® integrates seamlessly into existing automation and control systems using standard protocols:
REST API for cloud or software connectivity
OPC UA for SCADA and MES system integration
Analog outputs for conventional PLCs
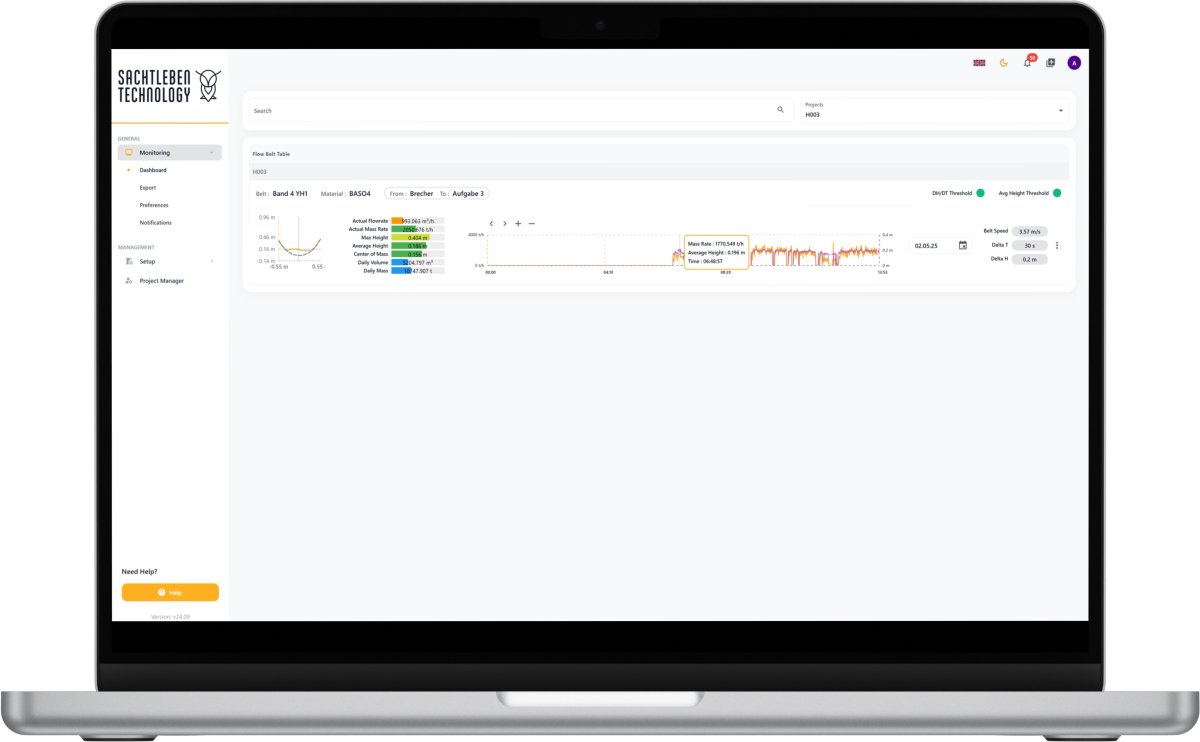
A browser-based dashboard displays all operational data – accessible from any location or device. Key features include:
Real-time throughput in m³/h or t/h
Historical data with 2D cross-sectional visualization
Real-time alerts when limits are exceeded
Customizable data export for reports and further analysis
An optional automatic air-cleaning unit ensures sensor reliability even in highly dusty environments.
Adaptable to all types of bulk materials
OWL EYE® is material-agnostic and suitable for a wide range of bulk materials – regardless of density, particle size, or moisture content. Practical applications include:
Wood products: wood chips, pellets, sawdust
Industrial minerals: silica sand, limestone, gypsum, kaolin
Ores: iron ore, copper ore, bauxite
Aggregates: gravel, crushed stone, sand, clay
Chemical materials: fertilizers, plastic granulates, powders
Organic materials: beet pulp, wheat, maize
Conclusion
OWL EYE® delivers a robust and flexible solution for volume flow measurement and condition monitoring – from extraction sites to final logistics. The combination of precise sensor technology, modular system architecture, and full IT integration provides operations with real-time transparency, early fault detection, and reliable data for strategic and operational decision-making.
Author:
M. Eng. Quirin Kraus, Managing Director,
Sachtleben Technology GmbH





